



Optimising ITIL Service Delivery with Six Sigma
Management Summary“For companies already in the ITIL implementation process, Giga recommends enhancements of the measurement system through the use of Six Sigma.”
Thomas Mendel, Research Director, Giga Information Group,“Beyond ITIL: Despite the Hype Full Implementations are the Exception”, October 2003
It has almost become a cliché of our times to say that ‘organizations are now so dependent on IT, they will fail without it’. And yet, it’s a reality: when critical IT services are not available, the business suffers. As a result, organizations have launched a search for tools and processes that will help them guarantee service. Some organizations have turned to outsourcing, hiring a third-party to handle this risk, while others have found value in over capitalizing on their IT infrastructure—using redundancy to eliminate bottlenecks and other performance problems.In recent months, attention has focused on ITIL and the itSMF. ITIL provides a library of “best-practices” for IT service management. Originally created under the auspices of the UK government CCTA, the ideas and concepts are now being promoted globally by the itSMF – a non-profit global consortium of more than 400 international corporations and 4,000 members. The ITIL manuals themselves embrace many aspects of service level management: from service delivery through to cost management. In its current manifestation, ITIL is touted more as a set of guidelines rather than the standard that is ultimately necessary to ensure the success multiple teams of people working on service improvements throughout the organization.Proxima Technology believes that IT services delivered though ITIL processes can be further optimized by the Six Sigma quality management method. Six Sigma ensures the service improvement program (SIP) is focused on critical business areas (called critical to quality), provides tools and techniques for continuous improvement and provides an overall framework for project management. Most significantly, Six Sigma also provides a tangible way for measuring and reporting on the service enhancements achieved with ITIL.Proxima Technology provides a solution that addresses the requirements of ITIL Service Delivery. This includes:
Establishing the current level of risk of service defects expressed in cost-to-the-business terms;
Identifying and scoping areas that require improvement;
Carrying out improvement (with Six Sigma quality management techniques);
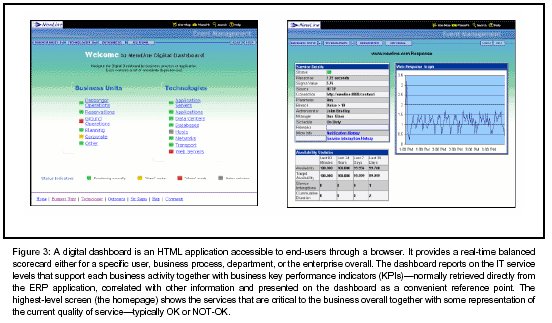
Providing a real-time digital dashboard for business process owners that provides IT and business performance indicators to improve the quality, speed and effectiveness of business operations.
These capabilities are provided by Centauri Business Service Manager (Centauri). This is not a rip and replace solution. Rather, it retrieves data from an existing IT systems management infrastructure, and other transactional data sources, analyzes this to show current service, alerts management to problems that represent risk to the business operation, and supports a process of improvement necessary to minimize risk.The IT Infrastructure LibraryOverviewITIL stands for the IT Infrastructure Library. It documents best practices for IT service management and is used by many organizations around the world, though originated as government initiatives in the UK and Holland. ITIL consists of a series of books giving guidance on the provision of quality IT services, and on the accommodation and environmental facilities needed to support information technology. It contains an integrated set of well-documented modules that include:
Change Management
Configuration Management
Problem Management
Helpdesk
Service Level Management
Security Management
Capacity Management
Availability Management
Cost Management
Network Services Management
Software Control & Distribution
Outsourcing
Each module facilitates the quality management of IT services, and of the IT infrastructure in the organization. The codes of practice are intended to assist organizations to provide quality IT service in the face of budgetary constraints, skill shortages, system complexity, rapid change, current and future user requirements, growing user expectations etc.ITIL provides the foundation for quality IT service management. The widespread adoption of ITIL guidance has encouraged organizations worldwide, both commercial and non-profit, to develop supporting products as part of a shared 'ITIL philosophy'. The Information Technology Service Management Forum (itSMF) is a global consortium of more than 400 international corporations and 4,000 individual members responsible for advancing IT best practices through the utilization of the IT Infrastructure Library (ITIL), which provides astructured framework consisting of systematic and professional road maps for managing complex IT environments.The books that make up the ITIL library are delivered under the overall guidance of the UK Office of Government Commerce (OGC)) although itSMF members play such a significant role in the development of these manuals, that this should be seen as a collective effort. Any notion of “ownership” becomes at best irrelevant and at worst, counter productive.itSMF consists of both individuals interested in IT service management as well as corporations such as IBM, HP and EDS who stand to make vast fortunes from managing IT service levels correctly. Pink Roccade are a consulting services company that warrant a particular mention as far as ITIL focus and capability is concerned. As a supplier of products and services that lead to continuous improvements in IT service, Proxima Technology are clearly a player within this ITIL arena and are corporate members of itSMF.The British Standards Institute are also involved in this arena and have published a standard, DISC PD 0005, A Code or Practice for IT Service Management and a supporting self-assessment workbook.Adopting ITILIt is important to recognize that ITIL Service Delivery is still in it’s early stages and OGC, itSMF and the other proponents of ITIL are clear to use words like “road-map”, “philosophy” and “guidelines” rather than “standard” when referring to the Manuals. Subsequently, the first step for any organization adopting ITIL will be to establish a process for service level management – essentially to determine how ITIL should be adopted in their organization. This may sound like a lot of work, but in reality the ITIL manuals have been designed with this mind. The elements of implementation include:
Creating a steering committee to oversee the implementation of ITIL and to specifically set the goals (against which the success of the overall program will be measured) and the scope of the activities;
Running a pilot to determine the aspects of ITIL that are appropriate and where the return on investment will be greatest;
Creating a manual that outlines the process in terms of key activity phases and the tasks and deliverables of each. Any techniques used during each task need to be specified and a standards manual established that defines what measurement data needs to be taken, how they are captured and other validation rules that ensure consistency not only within a project team but also between projects.
Of course, this all sounds very tedious and time consuming but it is necessary that everyone follows a common process in order that:
An organization does not just rely on the skills and experiences of their practitionersMeasurements taken are consistent throughout the project so that service improvements are clearly shown
To ensure consistency between members of the same project team
To ensure there is consistency between different project teams.
There is a sound basis for tool selection and implementation.
ITIL Service Delivery describes in some length that a process (or framework) needs to be established before an organization will realize any benefit from this approach. Generic processes are described together with their inputs and outputs and how these may relate to any quality initiatives. However, the authors have been careful not to back any particular approach, presumably to remain neutral in these discussions and be sure that ITIL is broadly applicable across a wide application area. However, you need to come off the fence at some point and, in it’s current manifestation, ITIL leave this up to the individual organizations to resolve as part of implementation.Proxima Technology believes that the answer to this problem is Six Sigma.The Role of Six Sigma in ITIL Service DeliveryIntroduction“Proxima Technology has managed to integrate Six Sigma with ITIL, making this a big step forward in terms of proving success or failure of ITIL initiatives. Giga believes that making ITIL measurable will further elevate its adoption.”
Thomas Mendel, Research Director, Giga Information Group,“Beyond ITIL: Despite the Hype Full Implementations are the Exception”, October 2003
Six Sigma is a proven method for process optimization that organizations like Bank of America and Motorola are attributing much success to in recent years. For organizations adopting ITIL best practices, Six Sigma brings three essential benefits:
Process optimization/improvement.
A way of measuring quality of service and process improvement.
It helps IT organizations focus service improvement on areas that will have the maximum payback;
It provides techniques that measures quality, isolates problems and facilites process improvement changes.
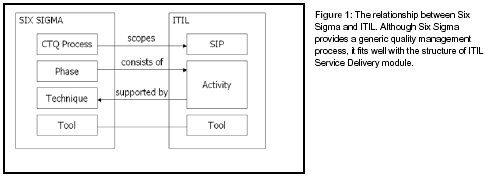
In addition, Six Sigma is proven, having been around at least 10 years. This means that there is already a supply of expertise—consulting organizations, training service providers and independent bodies that ensure a best practice. The relationship between Six Sigma and ITIL is summarized in Figure 1.
Apart from building continuous improvement into a process, Six Sigma brings with it a cultural change in the organization (or organization unit) as a whole. Organizations that embrace Six Sigma do so from the top. GE is often heralded as the model Six Sigma organization because Jack Welch, the former CEO of GE, has been so vocal about it. It is an approach that he describes1 as delivering “billions of dollars to GE’s bottom line in savings.” Clearly, any organization that has adopted Six Sigma will have a massive advantage whenadopting ITIL: management support and commitment. ITIL users embracing Six Sigma, however, may have to start bottom-up, initially using these quality improvement techniques within IT service management and then exporting this success to other parts of the business.Six Sigma is as an approach for identifying the important processes that impact customers, measuring how well or badly you perform them, using proven statistical techniques to rate your quality and identify trouble 1 Source: Jack Welch 2001 Address to Share OwnersFigure 1: The relationship between Six Sigma and ITIL. Although Six Sigma provides a generic quality management process, it fits well with the structure of ITIL Service Delivery module. spots. Then, armed with this information collectively as a team, work out how you can solve recurring problems and do this continuously until you hit a level of quality that will help your organization to achieve its objectives while minimizing costs. It is a process of management that encourages you to stop what you are doing, look back at how well you have done it and then put in place improvements to iron out defects. Most organizations are focused only on the operational aspects of their business – seldom stopping to askthemselves: what went wrong? And what could be done better next time? Although Six Sigma can be applied to any (business) activity from which measurements can be taken, it is obvious from this description that it is well suited to service level management with ITIL.Since Six Sigma is a known and established discipline, there is a ready supply of practitioners and consulting organizations who are able to manage projects, understand what statistical techniques need to be deployed, understand how to read the results and transfer this knowledge to people that will use the techniques in future.The underlying statistical techniques of Six Sigma are proven having been around for many years. They include standard statistical analysis techniques, such as normalization and standard deviation, which form part of the curriculum of most higher education courses in statistics. This means they allow an organization to establish, unequivocally, a level of quality and whether this is satisfactory or not: it allows a CIO to know whether their team is doing a good job or a bad job. It eliminates subjectivity from the equation--where terms like good, bad, better, acceptable and good are all too often used. With Six Sigma, a service is either up to a standard…or it isn’t.Experience has shown that the target for quality should equate to a measure of six standard deviations from the mean -- hence Six Sigma. That is, you should eliminate variation from a business activity to no more than 3.4 defects per million opportunities. This rating, incidentally, being far higher than the 95.5% availability targets often banded about by IT service providers. Interestingly enough, for a large organization running a global email system, ½% failure rate actually corresponds to 10,000 email messages that are either lost or delivered late per million items delivered satisfactorily!Clearly, achieving Six Sigma rating for all business processes could be considered as overkill and some processes, such as the automatic landing system on an airplane, would require a higher target than a rating of six sigma.A Framework For ControlSix Sigma breaks down the quality improvement activity into a life-cycle of phases – each with a specific goal and each having specific tasks and deliverables. This life-cycle is called the DMAIC (pronounced dehmayack) model – DMAIC being an acronym meaning Define, Measure, Analyze, Improve, Control. It is a structured, disciplined, rigorous approach to process improvement. The reason to follow this rigorous methodology is to achieve the stretch goal of Six Sigma – 3.4 million defects per million opportunities.With such a structured approach and with clarity as far as the phase goals, tasks, deliverables and techniques are concerned; it should be immediately obvious that the Six Sigma methodology brings considerable value to ITIL. Figure 2 shows the phases of the DMAIC model and how they fit with ITIL Service Delivery process.
Figure 2: The project life cycle phases of the Six Sigma DMAIC model (show shaded) mapped onto the tasks of ITIL Service Delivery.
DefineThe first phase is Define. The project’s purpose and scope will be defined during this phase.One of the key success factors of Six Sigma and one aspect that will almost guarantee success of a SIP is that it starts with an understanding of what business processes are critical to an organization in achieving its objectives. These are called the critical to quality (CTQ) processes and are defined in terms of how they affect customers. The services that support these CTQ business processes are defined in the service catalog and this technique provides a valuable way of ensuring the service catalog is sensitive to business priority. Clearly, any service improvement activities that are applied to these CTQ processes will likely yield the greatest return both financially but also in terms of visibility for the project team and the value of ITIL.Associated with each CTQ process is the costs associated with errors—what Six Sigma calls the cost of poor quality (COPQ). Understanding this will be a key aspect of the initial stages of the project. Eliminating it will be a goal of the project. The cost of poor quality includes both the visible and invisible costs of dealing with defects. For example, the visible cost of poor quality will include operator overtime, unnecessarily over capitalizing a network and the actual time spent repairing a problem. The invisible cost – the ultimate consequences of the problem – are more severe. They include lost sales, late delivery penalties, long cycletimes, and handling customer grievances. Clearly, as the business becomes more dependent on IT, the invisible cost of poor quality becomes orders of magnitude greater than the visible costs.Supporting Techniques : project charter, stakeholder analysis, SIPOC (suppliers, inputs, outputs and customers), rolled throughput yield, affinity diagram, Kano model, critical to quality treeMeasureThe Define phase produces a team charter, an overview of the process to be improved, and information on what is critical to quality for customers. In Phase 2: Measure, the goal is to pinpoint the location or source of the problems as precisely as you can by building a factual understanding of existing process conditions and problems. That knowledge will help you narrow the range of potential causes you need to investigate during the Analyze phase.A technique used extensively during this phase is Failure Mode and Effect Analysis (FMEA). This is an effective tool for focusing the data collection effort on those input and process variables that are critical for the current process. A Failure Mode essentially corresponds to a service in ITIL Service Delivery. Failure Modes can be broken down hierarchically so that a high level service can be described as a series of service components. The effect analysis component of FMEA focuses on the consequences of a defect—what happens when you get a service breach.FMEA is one of many techniques that Six Sigma brings to ITIL—proven techniques that have a mathematical rather than subjective basis. FMEA helps the SIP project team identify the critical input and proves variables that can affect output quality.Supporting Techniques: data collection, control charts, frequency plots, gage R&R, Pareto charts, prioritorization matrix, FMEA, process capability, process sigma, sampling, stratification, time series plots.AnalyzeThe Measure phase produces the baseline performance of the process—with this data being gathered by the service level management tool, such as sla manage from Proxima Technology. Indeed, the SIP will already be paying dividends since the right things are being measured (the CTQ processes) and the Systems Administrators are placed to prioritorize and deal with adhoc problems.The Analyze phase is looking to eradicate more fundamental architectural flaws from the process or to get to the bottom of recurring problems. Once again, proven techniques can be used (such as Pareto charts) that allows the SIP team to pinpoint the location or source of the problems. Having pinpointed problem areas, the Analyze phase is the point when the team will develop theories of root causes, confirm these theories with data, and finally identify the actual root cause of the problem. The verified case(s) will form the basis for the solutions in the next phase.Supporting Techniques: affinity diagrams, brainstorming, cause-and-effect diagrams, control charts, data collection, design or experiments, flow diagram, frequency plots, hypotheses tests, Pareto chart, regression analysis, response surface method, sampling, scatter plots, stratified frequency plots.ImproveIn Phase 4: Improve, you should be ready to develop, implement, and evaluate solutions targeted at improving service levels of your CTQ business process. The goal is to demonstrate, with data, that your solutions solve the problem and lead to a measurable improvement.Supporting Techniques: brainstorming, consensus, creativity techniques, data collection, design of experiments, flow diagrams, FMEA, hypothesis test, planning tools, stakeholder analysis.ControlAlthough at this point, the problem has been assessed and an improvement put in place, putting a solution in place can fix problems for the moment, but the work in phase 5: Control is designed to help you make sure the problem stays fixed and that the new methods can be further improved over time. In reality, Control is the point at which you pause, determine effectiveness and decide whether or not to repeat the entire process. At this point, although the SIP activities may cease, the ongoing service measurement continues using the clearly defined procedures that have been put in place to fix adhoc or totally unforeseen disasters.Supporting Techniques: Control charts, data collection, flow diagrams, charts to compare before and after such as frequency plots, Pareto charts, quality control process chart, and standardization.A Note on Total Quality Management (TQM)Most people are familiar with Total Quality Management (TQM), or at least they have heard of the acronym TQI, and so the question often comes up: what’s the difference between TQM and Six Sigma?In principle, Six Sigma is similar to TQM, but there are some fundamental differences that are worth understanding. The primary difference, in a word, is management. Unlike TQM that was born out of technical analysis of a problem area, Six Sigma was created by business Managers to address business issues. These people had a single goal in mind: making their businesses as successful as possible. Once they were convinced that the tools and techniques of the quality profession could help them do this, they developed a framework to make it happen: Six Sigma.Some specific differences between Six Sigma and TQM include:
Six Sigma extends the use of the improvement tools to cost, cycle time and other business issues.
Six Sigma discards the majority of the quality toolkit. It keeps a subset of tools that range from the basic to the advanced. Training focuses on using the tools, not theory, to achieve tangible results.
Six Sigma integrates the goals of the organization as a whole into the improvement effort—it’s not quality for quality sake! Six Sigma creates top-level oversight to assure that the interests of the entire organization are considered.
Six Sigma strives for world-class performance. The Six Sigma standard of 3.4 failures per million opportunities goes way beyond simply fixing errors. It may require a complete redesign of a business process
Six Sigma creates an infrastructure of change agents who are not employed in the quality department. These people work full- and part-time on projects in their areas or in other areas. Six Sigma “Black Belts” don't make careers in Six Sigma. Instead, they focus on Six Sigma for two years and then continue their careers elsewhere. “Green Belts” work on Six Sigma projects while holding down other jobs. These subject matter experts are provided with training to give the skills they need to improve processes. Six Sigma "belts" are not certified unless they can demonstratethat they have effectively used the approach to benefit customers, shareholders and employees.
The Role of the Digital dashboard in Service ImprovementA number of organizations have implemented quality improvement initiatives that result in an increased accountability of IT departments and an alignment of IT with the business. The conduit for this new partnership is the digital dashboard. The purpose of this dashboard is to make information available about the status of IT services to business process owners. As a result, business process owners are more informed of how a process is affected by IT and can then proactively minimize the consequences of a technology problem.An example of a digital dashboard is shown in Figure 1. In this example, critical to quality application areas are labelled with a meaningful name and then associated with indicators that show overall service—either OK or not-OK. Where problems occur or where status information is required, executives can drill down on the appropriate application area to see the broken component (called a failure mode).



{kind=link}