
March 17, 2006
GOOD LINKS on SIX SIGMA
six-sigma.be
www.onesixsigma.com
www.isixsigma.com
http://www.pyzdek.com
http://www.pyzdek.com/DMAICDMADV.htm
www.miscojobs.com/employers/ resumes
posted by P. Giri Babu @ 10:04 AM
0 comments
![]()
![]()
Optimizing ITIL Service Delivery


{kind=link}
Optimising ITIL Service Delivery with Six Sigma
Management Summary“For companies already in the ITIL implementation process, Giga recommends enhancements of the measurement system through the use of Six Sigma.”
Thomas Mendel, Research Director, Giga Information Group,“Beyond ITIL: Despite the Hype Full Implementations are the Exception”, October 2003
It has almost become a cliché of our times to say that ‘organizations are now so dependent on IT, they will fail without it’. And yet, it’s a reality: when critical IT services are not available, the business suffers. As a result, organizations have launched a search for tools and processes that will help them guarantee service. Some organizations have turned to outsourcing, hiring a third-party to handle this risk, while others have found value in over capitalizing on their IT infrastructure—using redundancy to eliminate bottlenecks and other performance problems.In recent months, attention has focused on ITIL and the itSMF. ITIL provides a library of “best-practices” for IT service management. Originally created under the auspices of the UK government CCTA, the ideas and concepts are now being promoted globally by the itSMF – a non-profit global consortium of more than 400 international corporations and 4,000 members. The ITIL manuals themselves embrace many aspects of service level management: from service delivery through to cost management. In its current manifestation, ITIL is touted more as a set of guidelines rather than the standard that is ultimately necessary to ensure the success multiple teams of people working on service improvements throughout the organization.Proxima Technology believes that IT services delivered though ITIL processes can be further optimized by the Six Sigma quality management method. Six Sigma ensures the service improvement program (SIP) is focused on critical business areas (called critical to quality), provides tools and techniques for continuous improvement and provides an overall framework for project management. Most significantly, Six Sigma also provides a tangible way for measuring and reporting on the service enhancements achieved with ITIL.Proxima Technology provides a solution that addresses the requirements of ITIL Service Delivery. This includes:
Establishing the current level of risk of service defects expressed in cost-to-the-business terms;
Identifying and scoping areas that require improvement;
Carrying out improvement (with Six Sigma quality management techniques);
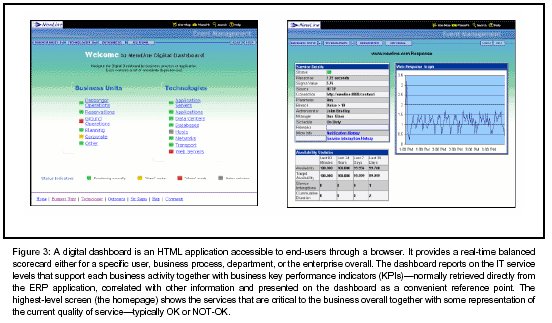
Providing a real-time digital dashboard for business process owners that provides IT and business performance indicators to improve the quality, speed and effectiveness of business operations.
These capabilities are provided by Centauri Business Service Manager (Centauri). This is not a rip and replace solution. Rather, it retrieves data from an existing IT systems management infrastructure, and other transactional data sources, analyzes this to show current service, alerts management to problems that represent risk to the business operation, and supports a process of improvement necessary to minimize risk.The IT Infrastructure LibraryOverviewITIL stands for the IT Infrastructure Library. It documents best practices for IT service management and is used by many organizations around the world, though originated as government initiatives in the UK and Holland. ITIL consists of a series of books giving guidance on the provision of quality IT services, and on the accommodation and environmental facilities needed to support information technology. It contains an integrated set of well-documented modules that include:
Change Management
Configuration Management
Problem Management
Helpdesk
Service Level Management
Security Management
Capacity Management
Availability Management
Cost Management
Network Services Management
Software Control & Distribution
Outsourcing
Each module facilitates the quality management of IT services, and of the IT infrastructure in the organization. The codes of practice are intended to assist organizations to provide quality IT service in the face of budgetary constraints, skill shortages, system complexity, rapid change, current and future user requirements, growing user expectations etc.ITIL provides the foundation for quality IT service management. The widespread adoption of ITIL guidance has encouraged organizations worldwide, both commercial and non-profit, to develop supporting products as part of a shared 'ITIL philosophy'. The Information Technology Service Management Forum (itSMF) is a global consortium of more than 400 international corporations and 4,000 individual members responsible for advancing IT best practices through the utilization of the IT Infrastructure Library (ITIL), which provides astructured framework consisting of systematic and professional road maps for managing complex IT environments.The books that make up the ITIL library are delivered under the overall guidance of the UK Office of Government Commerce (OGC)) although itSMF members play such a significant role in the development of these manuals, that this should be seen as a collective effort. Any notion of “ownership” becomes at best irrelevant and at worst, counter productive.itSMF consists of both individuals interested in IT service management as well as corporations such as IBM, HP and EDS who stand to make vast fortunes from managing IT service levels correctly. Pink Roccade are a consulting services company that warrant a particular mention as far as ITIL focus and capability is concerned. As a supplier of products and services that lead to continuous improvements in IT service, Proxima Technology are clearly a player within this ITIL arena and are corporate members of itSMF.The British Standards Institute are also involved in this arena and have published a standard, DISC PD 0005, A Code or Practice for IT Service Management and a supporting self-assessment workbook.Adopting ITILIt is important to recognize that ITIL Service Delivery is still in it’s early stages and OGC, itSMF and the other proponents of ITIL are clear to use words like “road-map”, “philosophy” and “guidelines” rather than “standard” when referring to the Manuals. Subsequently, the first step for any organization adopting ITIL will be to establish a process for service level management – essentially to determine how ITIL should be adopted in their organization. This may sound like a lot of work, but in reality the ITIL manuals have been designed with this mind. The elements of implementation include:
Creating a steering committee to oversee the implementation of ITIL and to specifically set the goals (against which the success of the overall program will be measured) and the scope of the activities;
Running a pilot to determine the aspects of ITIL that are appropriate and where the return on investment will be greatest;
Creating a manual that outlines the process in terms of key activity phases and the tasks and deliverables of each. Any techniques used during each task need to be specified and a standards manual established that defines what measurement data needs to be taken, how they are captured and other validation rules that ensure consistency not only within a project team but also between projects.
Of course, this all sounds very tedious and time consuming but it is necessary that everyone follows a common process in order that:
An organization does not just rely on the skills and experiences of their practitionersMeasurements taken are consistent throughout the project so that service improvements are clearly shown
To ensure consistency between members of the same project team
To ensure there is consistency between different project teams.
There is a sound basis for tool selection and implementation.
ITIL Service Delivery describes in some length that a process (or framework) needs to be established before an organization will realize any benefit from this approach. Generic processes are described together with their inputs and outputs and how these may relate to any quality initiatives. However, the authors have been careful not to back any particular approach, presumably to remain neutral in these discussions and be sure that ITIL is broadly applicable across a wide application area. However, you need to come off the fence at some point and, in it’s current manifestation, ITIL leave this up to the individual organizations to resolve as part of implementation.Proxima Technology believes that the answer to this problem is Six Sigma.The Role of Six Sigma in ITIL Service DeliveryIntroduction“Proxima Technology has managed to integrate Six Sigma with ITIL, making this a big step forward in terms of proving success or failure of ITIL initiatives. Giga believes that making ITIL measurable will further elevate its adoption.”
Thomas Mendel, Research Director, Giga Information Group,“Beyond ITIL: Despite the Hype Full Implementations are the Exception”, October 2003
Six Sigma is a proven method for process optimization that organizations like Bank of America and Motorola are attributing much success to in recent years. For organizations adopting ITIL best practices, Six Sigma brings three essential benefits:
Process optimization/improvement.
A way of measuring quality of service and process improvement.
It helps IT organizations focus service improvement on areas that will have the maximum payback;
It provides techniques that measures quality, isolates problems and facilites process improvement changes.
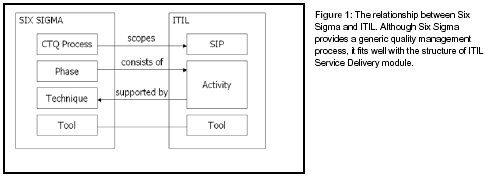
In addition, Six Sigma is proven, having been around at least 10 years. This means that there is already a supply of expertise—consulting organizations, training service providers and independent bodies that ensure a best practice. The relationship between Six Sigma and ITIL is summarized in Figure 1.
Apart from building continuous improvement into a process, Six Sigma brings with it a cultural change in the organization (or organization unit) as a whole. Organizations that embrace Six Sigma do so from the top. GE is often heralded as the model Six Sigma organization because Jack Welch, the former CEO of GE, has been so vocal about it. It is an approach that he describes1 as delivering “billions of dollars to GE’s bottom line in savings.” Clearly, any organization that has adopted Six Sigma will have a massive advantage whenadopting ITIL: management support and commitment. ITIL users embracing Six Sigma, however, may have to start bottom-up, initially using these quality improvement techniques within IT service management and then exporting this success to other parts of the business.Six Sigma is as an approach for identifying the important processes that impact customers, measuring how well or badly you perform them, using proven statistical techniques to rate your quality and identify trouble 1 Source: Jack Welch 2001 Address to Share OwnersFigure 1: The relationship between Six Sigma and ITIL. Although Six Sigma provides a generic quality management process, it fits well with the structure of ITIL Service Delivery module. spots. Then, armed with this information collectively as a team, work out how you can solve recurring problems and do this continuously until you hit a level of quality that will help your organization to achieve its objectives while minimizing costs. It is a process of management that encourages you to stop what you are doing, look back at how well you have done it and then put in place improvements to iron out defects. Most organizations are focused only on the operational aspects of their business – seldom stopping to askthemselves: what went wrong? And what could be done better next time? Although Six Sigma can be applied to any (business) activity from which measurements can be taken, it is obvious from this description that it is well suited to service level management with ITIL.Since Six Sigma is a known and established discipline, there is a ready supply of practitioners and consulting organizations who are able to manage projects, understand what statistical techniques need to be deployed, understand how to read the results and transfer this knowledge to people that will use the techniques in future.The underlying statistical techniques of Six Sigma are proven having been around for many years. They include standard statistical analysis techniques, such as normalization and standard deviation, which form part of the curriculum of most higher education courses in statistics. This means they allow an organization to establish, unequivocally, a level of quality and whether this is satisfactory or not: it allows a CIO to know whether their team is doing a good job or a bad job. It eliminates subjectivity from the equation--where terms like good, bad, better, acceptable and good are all too often used. With Six Sigma, a service is either up to a standard…or it isn’t.Experience has shown that the target for quality should equate to a measure of six standard deviations from the mean -- hence Six Sigma. That is, you should eliminate variation from a business activity to no more than 3.4 defects per million opportunities. This rating, incidentally, being far higher than the 95.5% availability targets often banded about by IT service providers. Interestingly enough, for a large organization running a global email system, ½% failure rate actually corresponds to 10,000 email messages that are either lost or delivered late per million items delivered satisfactorily!Clearly, achieving Six Sigma rating for all business processes could be considered as overkill and some processes, such as the automatic landing system on an airplane, would require a higher target than a rating of six sigma.A Framework For ControlSix Sigma breaks down the quality improvement activity into a life-cycle of phases – each with a specific goal and each having specific tasks and deliverables. This life-cycle is called the DMAIC (pronounced dehmayack) model – DMAIC being an acronym meaning Define, Measure, Analyze, Improve, Control. It is a structured, disciplined, rigorous approach to process improvement. The reason to follow this rigorous methodology is to achieve the stretch goal of Six Sigma – 3.4 million defects per million opportunities.With such a structured approach and with clarity as far as the phase goals, tasks, deliverables and techniques are concerned; it should be immediately obvious that the Six Sigma methodology brings considerable value to ITIL. Figure 2 shows the phases of the DMAIC model and how they fit with ITIL Service Delivery process.
Figure 2: The project life cycle phases of the Six Sigma DMAIC model (show shaded) mapped onto the tasks of ITIL Service Delivery.
DefineThe first phase is Define. The project’s purpose and scope will be defined during this phase.One of the key success factors of Six Sigma and one aspect that will almost guarantee success of a SIP is that it starts with an understanding of what business processes are critical to an organization in achieving its objectives. These are called the critical to quality (CTQ) processes and are defined in terms of how they affect customers. The services that support these CTQ business processes are defined in the service catalog and this technique provides a valuable way of ensuring the service catalog is sensitive to business priority. Clearly, any service improvement activities that are applied to these CTQ processes will likely yield the greatest return both financially but also in terms of visibility for the project team and the value of ITIL.Associated with each CTQ process is the costs associated with errors—what Six Sigma calls the cost of poor quality (COPQ). Understanding this will be a key aspect of the initial stages of the project. Eliminating it will be a goal of the project. The cost of poor quality includes both the visible and invisible costs of dealing with defects. For example, the visible cost of poor quality will include operator overtime, unnecessarily over capitalizing a network and the actual time spent repairing a problem. The invisible cost – the ultimate consequences of the problem – are more severe. They include lost sales, late delivery penalties, long cycletimes, and handling customer grievances. Clearly, as the business becomes more dependent on IT, the invisible cost of poor quality becomes orders of magnitude greater than the visible costs.Supporting Techniques : project charter, stakeholder analysis, SIPOC (suppliers, inputs, outputs and customers), rolled throughput yield, affinity diagram, Kano model, critical to quality treeMeasureThe Define phase produces a team charter, an overview of the process to be improved, and information on what is critical to quality for customers. In Phase 2: Measure, the goal is to pinpoint the location or source of the problems as precisely as you can by building a factual understanding of existing process conditions and problems. That knowledge will help you narrow the range of potential causes you need to investigate during the Analyze phase.A technique used extensively during this phase is Failure Mode and Effect Analysis (FMEA). This is an effective tool for focusing the data collection effort on those input and process variables that are critical for the current process. A Failure Mode essentially corresponds to a service in ITIL Service Delivery. Failure Modes can be broken down hierarchically so that a high level service can be described as a series of service components. The effect analysis component of FMEA focuses on the consequences of a defect—what happens when you get a service breach.FMEA is one of many techniques that Six Sigma brings to ITIL—proven techniques that have a mathematical rather than subjective basis. FMEA helps the SIP project team identify the critical input and proves variables that can affect output quality.Supporting Techniques: data collection, control charts, frequency plots, gage R&R, Pareto charts, prioritorization matrix, FMEA, process capability, process sigma, sampling, stratification, time series plots.AnalyzeThe Measure phase produces the baseline performance of the process—with this data being gathered by the service level management tool, such as sla manage from Proxima Technology. Indeed, the SIP will already be paying dividends since the right things are being measured (the CTQ processes) and the Systems Administrators are placed to prioritorize and deal with adhoc problems.The Analyze phase is looking to eradicate more fundamental architectural flaws from the process or to get to the bottom of recurring problems. Once again, proven techniques can be used (such as Pareto charts) that allows the SIP team to pinpoint the location or source of the problems. Having pinpointed problem areas, the Analyze phase is the point when the team will develop theories of root causes, confirm these theories with data, and finally identify the actual root cause of the problem. The verified case(s) will form the basis for the solutions in the next phase.Supporting Techniques: affinity diagrams, brainstorming, cause-and-effect diagrams, control charts, data collection, design or experiments, flow diagram, frequency plots, hypotheses tests, Pareto chart, regression analysis, response surface method, sampling, scatter plots, stratified frequency plots.ImproveIn Phase 4: Improve, you should be ready to develop, implement, and evaluate solutions targeted at improving service levels of your CTQ business process. The goal is to demonstrate, with data, that your solutions solve the problem and lead to a measurable improvement.Supporting Techniques: brainstorming, consensus, creativity techniques, data collection, design of experiments, flow diagrams, FMEA, hypothesis test, planning tools, stakeholder analysis.ControlAlthough at this point, the problem has been assessed and an improvement put in place, putting a solution in place can fix problems for the moment, but the work in phase 5: Control is designed to help you make sure the problem stays fixed and that the new methods can be further improved over time. In reality, Control is the point at which you pause, determine effectiveness and decide whether or not to repeat the entire process. At this point, although the SIP activities may cease, the ongoing service measurement continues using the clearly defined procedures that have been put in place to fix adhoc or totally unforeseen disasters.Supporting Techniques: Control charts, data collection, flow diagrams, charts to compare before and after such as frequency plots, Pareto charts, quality control process chart, and standardization.A Note on Total Quality Management (TQM)Most people are familiar with Total Quality Management (TQM), or at least they have heard of the acronym TQI, and so the question often comes up: what’s the difference between TQM and Six Sigma?In principle, Six Sigma is similar to TQM, but there are some fundamental differences that are worth understanding. The primary difference, in a word, is management. Unlike TQM that was born out of technical analysis of a problem area, Six Sigma was created by business Managers to address business issues. These people had a single goal in mind: making their businesses as successful as possible. Once they were convinced that the tools and techniques of the quality profession could help them do this, they developed a framework to make it happen: Six Sigma.Some specific differences between Six Sigma and TQM include:
Six Sigma extends the use of the improvement tools to cost, cycle time and other business issues.
Six Sigma discards the majority of the quality toolkit. It keeps a subset of tools that range from the basic to the advanced. Training focuses on using the tools, not theory, to achieve tangible results.
Six Sigma integrates the goals of the organization as a whole into the improvement effort—it’s not quality for quality sake! Six Sigma creates top-level oversight to assure that the interests of the entire organization are considered.
Six Sigma strives for world-class performance. The Six Sigma standard of 3.4 failures per million opportunities goes way beyond simply fixing errors. It may require a complete redesign of a business process
Six Sigma creates an infrastructure of change agents who are not employed in the quality department. These people work full- and part-time on projects in their areas or in other areas. Six Sigma “Black Belts” don't make careers in Six Sigma. Instead, they focus on Six Sigma for two years and then continue their careers elsewhere. “Green Belts” work on Six Sigma projects while holding down other jobs. These subject matter experts are provided with training to give the skills they need to improve processes. Six Sigma "belts" are not certified unless they can demonstratethat they have effectively used the approach to benefit customers, shareholders and employees.
The Role of the Digital dashboard in Service ImprovementA number of organizations have implemented quality improvement initiatives that result in an increased accountability of IT departments and an alignment of IT with the business. The conduit for this new partnership is the digital dashboard. The purpose of this dashboard is to make information available about the status of IT services to business process owners. As a result, business process owners are more informed of how a process is affected by IT and can then proactively minimize the consequences of a technology problem.An example of a digital dashboard is shown in Figure 1. In this example, critical to quality application areas are labelled with a meaningful name and then associated with indicators that show overall service—either OK or not-OK. Where problems occur or where status information is required, executives can drill down on the appropriate application area to see the broken component (called a failure mode).
posted by P. Giri Babu @ 9:35 AM
0 comments
![]()
![]()
Crystal Ball and Design for Six Sigma (DfSS)
Crystal Ball and Design for Six Sigma (DfSS)
Abstract -
fundamental objective of Design for Six Sigma (DFSS) is to design products and processes that meet your customers’ needs, cost effectively, without production or integration problems. This objective can be achieved by following a simple set of good design practices: understand your customers’ needs, select the design concept that is most likely to succeed, mathematically predict the cost and performance of your design, and then make design improvements before committing to capital purchases and supplier contracts.
There can of course be pitfalls in applying each of these practices, but the most common weaknesses we have seen in DFSS implementations are in the area of mathematical prediction. In this paper I will show how modeling and simulation can be used to overcome these weaknesses and reap the full benefits of DFSS.
Foundation: Configuring DFSS for Success
Implementations of DFSS can take many forms. While all share the common thread of the good design practices above, most implementations lock them into a sequence of phases like DMADV (Design, Measure, Analyse, Design, Validate) or IDOV (Identify, Design, Optimise, Validate). Company-specific acronyms are also common. More often than not, these sequences exist separately from the company’s established development processes, so extra overhead of “aligning” the DFSS acronym with the development process often becomes necessary. A solution to this complexity is to recognise that any development process is a series of tasks, and that the DFSS good design practices fit within every task.
Implementing DFSS then becomes completely independent from the specific development process, and instead can be deployed as an enabler to the process itself. This type of implementation is shown in Figure 1.
The design tasks of a typical development process are shown down the left side of Figure 1, with the tasks grouped under the headings of “Concept Exploration”, “Conceptual Design”, and so on.
These specific headings are somewhat arbitrary and will change from one implementation to another, but the activities within them are largely universal. In Concept Exploration and Conceptual Design, many different design concepts are generated and evaluated. Each “concept” is typically a high-level layout of the different functions or subsystems of the design, with selected components or technologies for each. These concepts exist primarily on paper (or on computer). In Detail Design and Engineering Model the selected best concept(s) are fleshed out in more detail, again primarily on paper. Physical prototypes or mock-ups will be built to test and verify the calculations behind key features of the design, but the expense of prototypes is kept as small as possible.
Finally in Initial Production and Final Production the completed design is implemented and released to your customers, perhaps in large quantities.
A design task typically culminates in a design decision – the selection of a technology or component or material, the determination of the best dimensions or parameter values, and so on. One by one, these decisions push the design forward and flesh out its details. Ideally these decisions are made in the best interests of your customers and stakeholders, both internal and external. Following the good design practices on the right side of Figure 1 helps accomplish this goal. The “Voice of the Customer” is data collected directly from your customers through interviews, focus groups, surveys, warranty and complaint data, enhancement requests, etc. From this unfiltered data the true customer needs are determined, and these are used to identify the “Critical Requirements” for the design – quantifiable targets and characteristics that can be tested and measured on the design itself. The requirements should be stated generically enough to encourage the creation of several different potential solutions for each element of the design. The “Design Concept” is then the combination of all of the selected best solutions.
Once the design concept is assembled, a determination can then be made as to whether it is affected by variation. If it will be made in large quantities, will all units perform the same the same way every time? Even for just one unit, will it be used in precisely the same manner and in the same environmental conditions? Will its performance remain constant over the life of the design? Typically the answer to at least one of these questions is “no”. Physical components and materials vary from one unit to the next and degrade over time. Process parameters shift and drift over time, and environmental conditions can seldom be controlled very precisely.
If variation must be considered, it is not sufficient to predict the design’s performance deterministically. In other words, having one prototype that works under controlled conditions does not prove that the design will perform well under other conditions or over time. Instead a statistical analysis is used to assess the performance of the design across the complete range of variation. From this analysis an estimate of the probability of the design performing acceptably can be determined. There are two ways in which this analysis can be performed: build many samples and test and measure their performance, or predict the design’s performance mathematically. For the obvious reasons of time and expense, mathematical prediction is often the only viable option. Therefore it becomes a crucial step in DFSS to create mathematical models of the design.
Types of Mathematical Models for DFSS:
A mathematical model of a design can take many forms. It can be an equation from a textbook (physics, engineering, finance, accounting, etc.), a computer simulation, a prototype whose performance can be measured, or a set of historical data. Regardless of the type of model it can be represented as a “black box” as is shown in Figure 2.
The output of the black box, “Y”, is a quantifiable parameter that maps directly to a critical requirement from your customer. Examples of such output parameters are weight, efficiency, cycle time, cost, and so on. (A model may have more than one “Y”, but for simplicity only one is shown here.) The inputs to the black box are parameters “Xi” that characterise the given design. Examples of these input parameters are material properties, process settings, dimensions, component values, etc. When the inputs are specified, one can “turn the crank” and generate a value for the output Y. This output parameter is deterministic and is completely determined by the model’s input parameter values. Notice that there is no distinction between “control factors” or “noise factors” here; all are classified as X’s. The mathematics of the black box is shown as “Y=f(X)”, but the math may not actually be an explicit equation. For example, different prototypes can be built with different parameter values Xi, and their outputs Y can be measured instead of calculated.
Statistical analyses such as Sensitivity Analysis or Monte Carlo analysis are performed on the black box by changing the input parameter values and observing the changes on the output parameter. When a sufficient number of output values have been collected, a probability distribution can be constructed for the output parameter, and this distribution will tell us the likelihood of the design satisfying the customer requirement. More details of these analyses will be given in the next section, but for now it is enough to note that typically large numbers of output values (on the order of hundreds or thousands) will be required. It therefore becomes important that the output values can be generated quickly and cost-effectively.
However, not all models can be computed in a cost-efficient manner. Prototype designs can be very expensive to produce and measure. Finite-element simulations of a design can take hours or days to generate a single output Y value. In these cases statistical modeling techniques can be applied to create fast, accurate approximations of the original model. A decision tree to guide users through this statistical modeling process is shown in Figure 3. All of the different categories of models are listed down the left side of the figure – equations, data, simulations, prototypes, and the actual system. These represent the actual models gathered or generated to predict each of the design’s critical requirements. Observe that for all cases it is possible to generate fast, accurate approximations if necessary.
In Figure 3 there are three paths shown. For the first path, existing equations (from textbooks, from expert judgement, etc.) typically will compute very quickly with today’s computer tools.
As long as their accuracy is sufficient, they can be used for DFSS as is. (If their accuracy is not sufficient then that may initiate a separate activity of improving them or perhaps choosing a different type of model to predict the critical requirement.) The second path is for models that exist as data sets. These data sets typically are a set of measurements taken over time or over different production units where, for each unit, all of the input X’s and the output Y’s are measured. The standard format for this data is shown on the left of Figure 4. By applying regression analysis a fitted equation can be generated from the data, and a simple equation is shown on the right of Figure 4.
Benefits of Modeling and Simulation:
If a model can be created to predict your design's performance with respect to a critical requirement, and if this model can be computed relatively quickly, then powerful statistical analyses become available that allow you to reap the full benefits of DFSS. You can predict the probability of the design meeting the requirement given environmental variation, manufacturing variation, and usage variation. If this probability is not sufficiently large then you can determine the maximum allowable variation on the models inputs to achieve the desired output probability. And if the input variation can not be controlled, you can explore new input parameter values that may improve your design's statistical performance with respect to multiple requirements simultaneously. We will call these techniques 'Statistical Analysis', 'Statistical Allocation', and 'Statistical Optimisation', respectively.
Statistical Analysis
With a typical model, a single value is specified for each input parameter, and a single value is computed for each output parameter. However, in real-world applications each input parameter will vary over time or from one unit to the next. It is imperative while designing to capture all of these sources’ variation and to ensure that the output parameter behaves as needed across all combinations of input parameter values. This problem is represented in Figure 5 as a black-box model with a probability distribution specified for each input parameter. As these probability distributions filter through the mathematics of the model, they generate a probability distribution for each output parameter. If the mathematics is nonlinear, then the shape of the output distribution may not bear a resemblance to any of the input distributions.
When the output parameter maps to a customer requirement, typically there are numerical limits defined that represent acceptable or unacceptable values. For an output parameter like weight or cost or cycle time, often there will be an upper limit that when exceeded would lead to customer dissatisfaction. For an output parameter like efficiency or speed or reliability, often there will be a lower limit that if not achieved would lead to customer dissatisfaction. There are also parameters like resonant frequencies or delivery times that may have both upper and lower limits. These limits are shown as the Upper Specification Limit (USL) and Lower Specification Limit (LSL) in Figure 5. The areas of the output probability distribution that fall outside these limits represent the probability of non-compliance (PNC) of the requirement. PNC can be a very useful metric in DFSS for tracking and improving the design’s performance in terms of customer satisfaction.
The central challenge in this type of statistical analysis is generating the probability distribution for the output parameter. Many different techniques exist, but two of the most prevalent are Sensitivity Analysis and Monte Carlo Analysis. Sensitivity Analysis approximates the output distribution by taking a low-order Taylor’s Series expansion of the mathematical model and combining it with the low-order moments of the input distributions to compute the low-order moments of the output distribution. From these moments the location, spread and sometimes the shape of the output distribution can be determined. Monte Carlo Analysis approximates the output distribution by randomly generating single values for each of the input parameters, plugging these values into the model, and computing a value for the output parameter. This process is repeated hundreds or thousands of times, generating a large sample of output values. By then applying sample statistics a substantial amount of information can be derived about the output distribution – its location, spread and shape. Monte Carlo Analysis is the gold standard to which all other techniques are judged, and if computational expense is not a problem, then it will always be the preferred method. (We have found Crystal Ball by Decisioneering in either the Standard or Professional version to be a very useful, Excel-based Monte Carlo package.) Sensitivity Analysis often is just as accurate as Monte Carlo Analysis, and it typically requires fewer model calculations to generate results. If the model is slow or expensive to compute, then Sensitivity Analysis is often used.
Statistical Allocation
Once a statistical analysis is performed, often the PNC value that results is unacceptably high. In these cases, one way to improve the PNC value is to apply statistical allocation. Allocation techniques use Sensitivity Analysis or Monte Carlo analysis to work the problem backward and identify the input factor standard deviations (roughly a measure of the spread of their distributions) that will reduce the PNC to a desired level. An illustration of statistical allocation is shown in Figure 6. An infinite number of closed-form solutions (vectors of input standard deviations) can be generated if the allocation is based on Sensitivity Analysis techniques. If Monte Carlo analysis is employed, then allocation becomes a brute-force iterative process.
Statistical Optimisation
Improving an output parameter’s PNC by reducing its input parameters’ variation is seldom ideal. Often it is preferable to reduce an output’s PNC while keeping the input variation constant, thus making the output robust to input parameter variation. This can be accomplished by searching for new mean values for each input parameter – in essence shifting the distributions higher or lower but keeping the width of the distributions the same. This can easily be done for multiple output parameters simultaneously by employing multi-objective statistical optimisation techniques. A graphical representation of multi-objective, statistical optimisation is shown in Figure 7.
To apply optimisation techniques, the first step is to build a formulation of the problem that captures all of the input parameters and output parameters. Each input parameter’s mean value can be specified as fixed or as searchable, and in both cases variation can be specified. Searchable input parameters can be defined three ways: as continuous, integer, or discrete. A continuous parameter can take on any values between a specified minimum and a specified maximum. Integer parameters can take on only integer values between a minimum and a maximum, and discrete parameters can take on only values specified in a user-defined list.
Optimisation software tools automatically try different values for the input parameters in an attempt to improve the design’s output parameters. “Improvement” is defined by constraints and goals in the formulation. Constraints typically take an output’s mean, standard deviation or PNC and specify a threshold value that it must achieve. Goals typically take a similar value and define a target value that it will ideally achieve. By definition constraints are a higher priority than goals. The logic behind the search sequence of input parameter mean values is contained in the software tool’s algorithm, typically either gradient-based or heuristic. The output of a statistical optimisation problem is a vector of input parameters mean values and/or standard deviations that bring the critical requirements’ means, standard deviations, and PNC values as close as possible to their customer-specified targets.
Statistical Optimisation Example:
The typical examples we see in DFSS applications contain several nonlinear models that map into multiple, conflicting objectives across the dimensions of design performance, cost and reliability. Therefore it is our standard recommendation to employ optimisation packages and algorithms that can perform a global, nonlinear, multi-objective, statistical search. One such example that works well for engineering audiences is the design of a low-pass filter. This is a component selection problem where the circuit configuration is given and the mathematical models are well-understood. A schematic of the filter to be designed is shown in Figure 8.
In this design problem resistors must be chosen for R1 and R2, capacitor values must be chosen for C1 and C2, and an op amp must also be selected. For each resistor and capacitor a nominal value must be specified along with a “percent tolerance”. When components are purchased in bulk, the supplier will warranty that all individual values fall within plus-or-minus some percentage of the nominal value. If we assume that all values are uniformly distributed, then an equation can be derived for the component’s standard deviation. In addition, we also have the ability to select components with different published failure rates. Components with higher failure rates are cheaper but less reliable. Because we wish to purchase standard components from published catalogs, we do not have the luxury of specifying custom values for each component. Instead we must select our components from standard published lists. A summary of all of this design parameter information is shown in Table 1.
posted by P. Giri Babu @ 9:24 AM
0 comments
![]()
![]()
Six Sigma in Service and Transaction Companies
Introduction to Six Sigma for Service and Transaction Companies
Summary
Six Sigma is a method of improving the efficiency and effectiveness of business activities. By applying Six Sigma methods within a business, companies aim to improve productivity, reduce the cost of operations and enhance quality of service.
Recent Growth
Six Sigma has become increasingly used by companies over the last 10 years, particularly as a result of its highly publicised success at General Electric. GE’s strong association with Six Sigma, at a time when Jack Welch received so much media coverage running up to his retirement, has helped to transform Six Sigma from an esoteric technical discipline into a globally recognised management methodology.
Due to Welch’s high profile as a business role model, many companies and executives have studied his strategies, methods and business books to discover the secrets behind his achievements. Welch took GE from a market capitalisation of $12 billion in 1981 to over $300 billion in 2001. Between 1995 and 2001, he put Six Sigma on the global business map by making it the biggest corporate initiative in GE’s history.
Origination
Six Sigma was developed by Mikel Harry at Motorola in the late 80s, but has methodological roots stemming back to Joseph Juran, W. Edwards Deming and the principles of Zero Defects and Total Quality Management. Over several years that followed the initiation of its efforts, Motorola achieved a 200 fold improvement in production quality from 4 Sigma to about 5.5 Sigma and saved a reported $2.2 billion in the process. Another early adopter of Six Sigma was Texas Instruments, but it was only when Allied Signal implemented the methods in the early 90s that it became more than just a system to measure production quality. At Allied Signal they not only set Six Sigma as the quality target, but an entire system of leadership and support systems began to form around the statistical problem solving tools developed by Motorola.
WHAT IS SIX SIGMA?
In short, Six Sigma is a management methodology, which encompasses both a measurement scale and a rich methodology, and is primarily used for business process reengineering.
In Technical Terms
Sigma ( s) is a character from the Greek alphabet which is used in statistics to define standard deviation – the distribution or spread of occurrences around the mean in a set of process data. The objective of Six Sigma Quality is to reduce process output variation so that plus or minus six standard deviations lie between the mean and the nearest specification limit. As the process sigma value increases from zero to six, the variation of the process around the mean value decreases. With a high enough value of process sigma, the process approaches zero variation and is known as “zero defects”.
A centred Six Sigma process has a normal distribution where mean equals target, with specifications placed 6 standard deviations to either side of the mean. At this point, the portions of the distribution that are beyond the specifications contain 0.002 parts per million of the data (0.001 on each side). Research has shown that most manufacturing processes experience a shift over time of 1.5 standard deviations plus or minus of the mean so that the mean no longer equals the target. This is an acceptable level of variation. When this happens in a Six Sigma process, a larger portion of the distribution now extends beyond the previous specification limits: 3.4 parts per million.
The Measurement Scale
In measuring process performance, Six Sigma is a scale that compares the output of a process to defined customer requirements. On the scale, 6 Sigma equates in percentage terms to 99.9997% accuracy, or to 3.4 defects per million opportunities to make a defect. Six Sigma is particularly powerful when measuring the performance of processes with a high volume of outputs. It is an especially robust means of measuring process capability and performance because it enables the comparison and benchmarking of the performance of any business process against another and, more importantly, against industry standards. Hence it has become a universally recognised standard of quality.
For many businesses, 98% or 99% accuracy in performance would delight their customers, but in others such performance would be woefully inadequate and could even breach regulatory requirements. Hence a more appropriate measurement scale is required. A good example is the airline industry, where it would be inconceivable that only 99% of flights landed safely. In contrast, most airline baggage handling processes are generally performing at about 3 Sigma (93% accuracy) – a typical performance level across industry in general.
A critical aspect to understand is that when measuring and analysing process output in Sigma, even an improvement of one Sigma means a quantum leap forward in quality. The further up the scale we move, the harder it is to attain the standards set. For example, to move from 3.0 to 4.0 Sigma requires an 11 times improvement in performance, from 4.0 to 5.0 Sigma requires 27 times and from 5.0 to 6.0 Sigma represents a further 69 fold improvement. An improvement from 3.0 Sigma (an average standard) to the goal of 6.0 Sigma (near perfection) would require a 20,000 fold improvement in process performance.
In Business Terms
Six Sigma is a business method for improving quality by removing defects and their causes in business process activities. Critically, it concentrates on those outputs which are important to customers. The method uses a range of statistical tools to measure business processes and is centred on continuous improvement. Conceptually, the Sigma level of a process or product is where its customer-driven specifications intersect with its distribution. The Six Sigma drive for defect reduction, process improvement and customer satisfaction is based on the "statistical thinking" paradigm:
Everything is a process.
All processes have inherent variation.
Data analysis is used to understand the variation and drive process improvement decisions.
The Management Methodology
The real power and benefit to be extracted from Six Sigma is in the management methods, rather than purely in applying it as a measurement scale for understanding quality. Centred on a disciplined problem solving and process optimisation methodology, Six Sigma has evolved into a powerful business philosophy and instrument for driving business and cultural change. In short, this method relies on the application and deployment of good management practice and business tools in a structured manner. Whilst many of the tools are statistical and complex in nature, it is very rare that they are needed in the hands of operational managers. It is actually a very simple approach to business improvement – hence its usefulness – and Six Sigma need only ever be as complex as each individual wants to make it.
The most common Project Management methods used in Six Sigma are DMAIC and DMADV. These are outlined below:
Terminology and Approach
Within a company, Six Sigma is normally executed by professionals known as Green Belts (part time), Black Belts (full time) or Master Black Belts (full time coaches) - terms created by Motorola. Each level has increasingly greater mastery of the skill set. Roles and responsibilities also grow from each level to the next, with Black Belts generally in project and team leadership roles and Master Black Belts often in mentoring or management roles. The infrastructure needed to support the Six Sigma environment varies. Some companies organise their trained Black Belts into a central Six Sigma group for deployment around the businesses whilst others decentralise trained Black Belts into the functional areas of the business, where they take responsibility for improving that function and gain in specialist knowledge. Ultimately, companies seek to grow the skill set from within and promote their Black Belts into leadership roles where Six Sigma becomes an inherent approach to business management.
Considerations
There is no doubt that the application of Six Sigma methods and tools can be of significant benefit to any business that uses them. Companies currently implementing Six Sigma include JP Morgan Chase, Sun Microsystems, American Express, Lloyds TSB and Egg. However institutionalising Six Sigma into the fabric of a corporate culture can require significant investment in training and infrastructure. A more interesting question, therefore, is whether to use this methodology in a highly focused and limited manner in specific areas of the business or whether to commit to a wholesale strategic corporate initiative?
Most consultants and advisers who specialise in Six Sigma would no doubt point to GE as the best practice example – the benchmark against which all other exponents of Six Sigma should be judged. In advising their clients to follow suit, they also open up the route to a whole world of additional elements that will extend the consultants’ scope of work, but not always to the benefit of the client company. It is important to understand that the manner in which GE implemented Six Sigma and, one could argue, the reasons for doing so, were intrinsically linked to a specific corporate culture and more importantly, a unique CEO. Other companies would do well to think twice before trying to replicate such an approach to deploying Six Sigma. Welch did it the Jack Welch way. That worked for GE. There are few similar leaders who can boast such strong individual influence and ability to galvanise their entire workforce, across multiple businesses, national borders and cultures, in the same way that Welch was able to do at GE.
An alternative approach
The first step is to understand and agree the key business goals and objectives. If we are going to use Six Sigma within our business, we must understand what we are going to use it for. Once we know this information, we can develop an appropriate plan of action. If companies are focused on investing wisely as well as hoping for big returns, they should assess what is genuinely required and what is a waste of investment. A good example of this is the well trodden path of compulsory mass Quality training – also known as “Sheep Dipping”.
What is really good about Six Sigma?
Transforms business and employee awareness of the customer andthe customer’s expectations. This in turn drives a radical change in the entire customer / supplier relationship. Six Sigma transforms every business into a service organisation focused on profitably exceeding customer expectations.
Drives operational and administrative process improvement, leading to cost savings, service enhancement, increased productivity, enhanced margins, improved profitability and shareholder value.
Instils a deeper and more transparent understanding of business processes and operations.
Is highly successful in improving sales and sales force effectiveness.
Exposes the management at all levels to powerful methods and tools that improve awareness and the ability of operational managers.
Enables companies to make improvements and derive productivity savings from areas of operations that would normally appear unlikely.
Instils a non-bureaucratic yet disciplined project management method across the company. The application of the DMAIC (Define, Measure, Analyse, Improve & Control) method raises the bar for project management standards and saves wasted time, effort and cost on poorly run or needless projects.
Is particularly effective in conducting operational due diligence work.
Provides a strong focus and approach for acquisition integration, especially when used as the basis for the 100 Day short term integration plan.
Provides a vehicle for management and leadership development training.
What are some of the pitfalls in implementing Six Sigma?
The belief that you have to implement everything related to Six Sigma. Be selective.
The tendency to implement compulsory mass training as an initiative in itself.
The emergence, in big companies, of a self-perpetuating academic function that ostensibly supports the initiative without delivering direct financial benefits.
Increased reporting activities and bureaucracy when over-measurement starts to set in.
A lack of distinction between true financial savings and statistically derived, theoretical productivity savings achieved through process improvement. Beware the currency of “Sigma Dollars!”
Benefits
There are many benefits from applying Six Sigma, but the most important results are the significant financial returns that stem from the elimination of rework, duplication, non value-added activity and defects across business operations. Many participating companies report financial returns in the hundreds of millions of dollars. Globally, Six Sigma has been credited with saving billions of dollars for major companies over the past ten years. These companies also report major changes in the underlying culture of their companies. This cultural change away from assumption based thinking to a more rigorous, empirical and data-driven approach to decision making is changing the way companies are able to understand, review and improve their businesses.
“Overall, Six Sigma is changing the fundamental culture of the company and the way we develop people...Six Sigma gives us the tool we need for generic management training since it applies as much in a customer service center as it does in a manufacturing environment.”
Jack Welch in his recent autobiography ‘Jack’
Overview
Venturehaus is a niche management consultancy, focused specifically on the operational aspects of business for Service and Transaction companies. We work with Blue Chip Companies and Private Equity Investors.
Service
Venturehaus provides a complete end-to-end service for our clients, from operations strategy development and programme management to the implementation of improvements and change in their companies. We cover a spectrum from sales to service delivery. We help companies to grow their top line, increase operational efficiency, reduce their operating cost base and significantly improve their margins and profitability.
Approach
The Venturehaus approach to business improvement is focused purely on those elements of the business which influence operating profit. Our value proposition is simple – we target those areas of the business that have a direct impact on operating margins, improving profitability for our clients.
Six Sigma
Our approach to operational improvement is inherently driven by Six Sigma methods and tools. Six Sigma is recognised across all industries as the leading methodology for optimising profitability through accelerated Business Process Improvement. In addition to our operational experience as business managers with leading global companies, the Venturehaus team has extensive experience of managing and implementing Six Sigma in the Service and Transaction industry.
Venturehaus provides a complete service for the deployment and ongoing management of Six Sigma. This includes Six Sigma Deployment Strategy and Implementation Planning; a Methodology specifically designed for Service and Transaction companies; Material Customisation; Executive and Champion Training & Coaching; Black / Green Belt Training & Coaching; Business Baselining and Detailed Process Mapping; Operational Reviews and Project Selection; Implementation Programme Management; Change Management and Business Process Management.
posted by P. Giri Babu @ 9:24 AM
0 comments
![]()
![]()
The role of Master Black Belt
Understanding the Role of the Master Black Belt
What do Master Black Belts actually do?Master Black Belts usually work with senior managers to lead and drive major change in the capability of the organisation's core and support processes. Where they can help traditional change agents, who may already exist in a company, is in the breadth of their skill set, which is geared towards designing, implementing and controlling effective and sustainable change.Typically Master Black Belts train and mentor Green Belts and Black Belts and their teams to achieve success in their projects. Different Master Black Belts can be assigned to different regions, divisions, common language groupings or within allocated functions within a business. They help business leaders challenge conventional thinking. They help management to establish appropriate enabler metrics which drive sustained improvement. They help accelerate the development of a workforce that applies Six Sigma tools and techniques in driving out variation and waste. Master Black Belts advise business leaders on opportunities to reduce Cost of Poor Quality, and how to reduce the risk of dissatisfied internal and external customers. They help organisations to increase market share and profitability.
Developing a career as a Master Black BeltThere is a degree of mystique about what Master Black Belts actually do. Curious individuals might be thinking "Is it worth starting down the route to becoming a Master Black Belt when we haven't got any MBBs in our company? What if it all goes wrong?" The MBB role can now safely be described as a natural progression for certified Black Belts who wish to develop their careers in change management, either within an organisation or as an external trainer and consultant.Increasingly Master Black Belts are being recognised across an ever growing range of private and public sector industries as change agents who are armed with an enhanced skill set to help organisations achieve project based strategic change. If Master Black Belts decide to leave an organisation they often end up as Six Sigma Deployment Leaders in companies and public organisations that have not yet started their process variation reduction journey. In these situations being a disciple is no longer enough. They have to create the vision that others will follow. Do you have that vision? Do you have the tenacity?
How do Master Black Belts carry out their role?Master Black Belts develop and / or review proposals for Black and Green Belt projects, prioritising resource and projects against business objectives. They have more experience in recognising the pitfalls of poorly scoped projects than line managers, who may be under pressure to deliver results quickly without due regard for the process, and who typically over scope and under resource projects in their desire to deliver big benefits. Master Black Belts advise management on project replication opportunities so that business leaders in other sites, divisions and countries can leverage the knowledge gained in a one project about likely common root causes.In some organisations Master Black Belts personally lead high impact change programmes and projects, across multiple sites, requiring coordination of multiple projects carried out by Black Belts and Green Belts in support of strategic business objectives.The Master Black Belt, as well as being a strategic thinker, can be expected to provide expert knowledge in Six Sigma tools and techniques. They may replace external Six Sigma providers in teaching new waves of Black Belts and Green Belts. In these situations they can tailor examples to the company's business, and will understand the strengths and weaknesses of the internal business support environment. They give peer advice to other Master Black Belts and executives across the organisation. They facilitate teams to achieve business improvement objectives and create the deployment tracking processes to ensure that the Six Sigma and Lean methodologies become a way of life in an organisation.
Master Black Belts Manage Corporate Wide Six Sigma Project Replication ProcessesManagement of Six Sigma project replication opportunities is usually a poorly managed process, if a formal process exists at all. Master Black Belts, when allowed to operate strategically, attending senior management strategy meetings, will understand enough about the business in different sites, divisions and countries, as well as about the Six Sigma methodology to be in a unique position to propose and gain decisions and resource allocation for well thought out project replication proposals. Whilst every company will have project replication opportunities that are specific to its own business circumstances, a typical example of a suitable project involves understanding frequent traveller behaviour and designing robust travel processes which cut cost without causing dissatisfaction in a single business unit. Many elements can often be replicated quickly as Green Belt projects in other parts of an organisation (in case any local key process input variables exist that did not exist in the pilot project) without either reinventing the wheel or incurring excessive project cycle times before the monetary benefits are realised.
Using Master Black Belts as a Strategic WeaponMaster Black Belts help managers think about process cycle time reduction and process capability improvement. They help managers understand the differences between DMAIC and DMADV approaches by asking questions such as: Does a process exist? Is incremental improvement sufficient? Is the improvement a new or redesigned product or process? At the outset of Six Sigma deployments many leaders think in terms of improving a process, but do not have data to define the defects which cause dissatisfaction. Consequently, with ill-defined defects, improvement efforts are not focussed and results are disappointing. Master Black Belts have experience of this kind of issue. They can help management assess whether customer dissatisfaction is the result of a process with defects, a process with missing individual process steps, or a product or service that does not meet the needs of the customer. Although these issues individually may not be recognised at all, or may appear insignificant, they can have catastrophic effects on customer satisfaction, repurchase intent, and market share.Whereas Black Belts may not have sufficient experience of the different types of projects which arise in different industries in to recognise subtle distinctions, Master Black Belts can think strategically about core processes and support processes and recognise which outputs from which processes are critical inputs for other processes.
Choices for obtaining Master Black BeltsDevelop your own MBBsOrganisations seeking Master Back Belts have various options. There can be great value in companies deciding to train Master Black Belts from within the organisation. Companies draw on the ranks of certified Black Belts, some of whom may have originally been Green Belt candidates who have progressed to effective certified Black Belt. Those Black Belts who consistently deliver results, with sustained improved process capability in short project cycle times, often become the best Master Black Belts who can deliver sustained accelerated change. Project and deployment champions will, over time, have developed a clear idea of the qualities of their Black Belts and the precise requirements for their internal Master Black Belts which can help them in selecting Master Black Belt candidates.A few words of warning may help avoid problems later. In situations like this selection criteria are essential. There are lots of political animals about who can get on the first wave of Master Black Belt training, secure their "Badge" and then leave, having delivered little to the organisations that sponsored them. This can cause disillusionment in MBB candidates who were not selected, and provide ammunition for those managers who are looking for reasons for any "initiative" to fail. Selection criteria for Master Black Belt candidate are almost always company specific, but can include phrases such as - must already be an active certified Black Belt; must have mentored several Green Belt or Black Belt projects to completion, (ideally in service, transactional and manufacturing arenas). They should desire to take on the role; have shadowed or trained at least one wave of Black Belt candidates or trained at least one wave of Green Belt candidates. The candidates should also have achieved significant savings for their own and mentored projects and be sponsored by management. Insisting upon criteria such as these stops senior managers in improvement related disciplines, who do not actually know how to apply the Six Sigma methodology or many of the tools, but who would like the badge, circumventing what they see as the tedium of having to be trained as a Black Belt or personally having to complete a few projects; in other words securing the MBB badge without actually doing much.
Buy them inOther companies recruit Master Black Belts from outside the organisation. If the organisation does not have much existing internal Six Sigma expertise it can seem attractive and beneficial to accelerate learning by asking a recruitment agency to find a Master Black Belt. Sometimes that approach can work. However, nowadays many recruitment agencies do a roaring trade in finding disillusioned Master Black Belts from organisations which did not have the process rigour to sustain their Six Sigma deployment over several years. These individuals then replicate the problem in their new organisation since they do not recognise all the key process input variables of a well developed deployment methodology and practice. Unfortunately, the ranks of applicants for MBB roles are also swelled by Black Belts who, mysteriously, have acquired the prefix "Master" in between attending Black Belt training and submitting their resume to the recruitment agency. If the client, recruitment agent and "Master" Black Belt all share limited practical Six Sigma experience no-one may even know until it is too late. If clients asked a few more questions about the candidates actually demonstrating evidence of their personal experience, and how, where and by whom they were certified, there might be less spilt milk.
Master Black Belt TrainingTypically, at the outset of Master Black Belt training, organisations do not know what their expectations of their Master Black Belts are. They tend to think they will send away a mortal and receive a statistical wizard when Master Black Belt class is finished. They expect to put them to work as certified Master Black Belts as though some magical transformation has taken place. In reality neither the company nor the Master Black Belt candidates have much idea of what the future holds. This is where experienced Master Black Belts must train and mentor the Master Black Belt candidates.Master Black Belt training itself has several key elements. In new deployments MBB candidates are taught to identify and understand the elements of their new role via creation of a Master Black Belt vision, mission and critical success factors. The candidates then develop the key Master Black Belt processes, which typically may not have existed previously in the organisation. The more obvious elements to be covered include teaching and facilitation skills, project review skills and expertise in applying advanced Six Sigma tools and techniques. Other processes to be considered include designing processes for project selection which link with company objectives, coaching development of project problem and objective statements, project tracking, job descriptions, Black Belt development plans and reporting lines, year one MBB objectives. In more mature deployments the Master Black Belt candidates review the above topics and identify gaps and areas for process improvement for which they take on assignments. Master Black Belt courses tend to be highly interactive with the MBB candidates delivering selected training modules and new process designs to each other in a "safe" environment, critiquing each others' project review skills, all with detailed feedback. A strong bond of mutual support is created, and the candidates grow as individuals to become the next senior managers. The role of the instructor is more facilitative than in Black Belt classes. Extensive reference is made to past projects, drawing out best practice where relevant.A typical requirement in advance of the first week of Master Black Belt training is that each participant presents the outline of a project that is tied directly to the organisation's strategy deployment process. The project should have a minimum of €100,000 savings and must be approved by the head of the relevant business unit.Master Black Belt training is usually tailored to needs. Typically it involves 2 weeks of facilitated training split with a break between the training weeks. During this break the Master Black Belt candidates work on skills gaps identified at the outset of week 1 of MBB training and on the projects selected.
Criteria for Certifying Master Black BeltsMaster Black Belt certification criteria include satisfactory completion of MBB training, together with a matrix of requirements to be met post-training. These typically depend upon each organisation's expectations of their Master Black Belts. Some organisations expect their MBBs to have a strong training and mentoring bias. Others expect the role of their Master Black Belts to have a greater emphasis on leading large strategic projects. Master Black Belts are normally expected to deliver a further 2 completed projects with targeted savings, both projects formally written in a report to demonstrate tools and methodology knowledge, in addition to their Black Belt projects. They must also demonstrate evidence of training and mentoring an agreed number of Black Belts and their projects to completion. More importantly, they should deliver evidence of leading a structured programme of Six Sigma project activity for an area of the business, including project identification, links to business objectives, key metrics, training and development of Green / Black Belts.
Master Black Belts are vital for long term successThe role of the Master Black Belt is essentially to be a real driver of process improvement. They must ensure the organisation continues using the proven Six Sigma methodology of combining process knowledge with rigorous data analysis. As experienced Master Black Belts develop and take on more senior roles within or outside an organisation the process of regeneration must be in place or the gains may not be sustained. Master Black Belts should be identifying their successors so that those who follow are properly prepared to take on the mantle of reducing the risk of dissatisfied internal and external customers and helping their organisations to increase market share and profitability. They must create the vision that others will follow.
Perhaps you may recognise some of the above scenarios. You may see others we have encountered too but excluded from this article. If you'd like to tell us your own experiences or would like to discuss any of the above content further we would like to hear from you.Please contact the author, Colm Doran, Six Sigma Master Black Belt, at Paloma Consulting Limited.Tel: + 44 1932 867032E-mail: SixSigma@PalomaConsulting.comwww.PalomaConsulting.com © Paloma Consulting Limited 2004
About the author:Colm Doran is a certified Master Black Belt and a chartered accountant who has over 30 years experience working with senior management on process improvement. He has helped over 900 managers on Six Sigma deployment issues and has also trained, coached and certified several waves of Master Black Belts and over 700 Black Belts. He was responsible, on behalf of a leading national quality organisation, for judging the 2004 Best in Europe Six Sigma projects.
Top Of Page
posted by P. Giri Babu @ 9:21 AM
0 comments
![]()
![]()
January 31, 2005
What is Six Sigma?
Six Sigma
The goal of Six Sigma is to increase profits by eliminating variability, defects and waste that undermine customer loyalty.
Six Sigma can be understood/perceived at three levels:
Metric: 3.4 Defects Per Million Opportunities. DPMO allows you to take complexity of product/process into account. Rule of thumb is to consider at least three opportunities for a physical part/component - one for form, one for fit and one for function, in absence of better considerations. Also you want to be Six Sigma in the Critical to Quality characteristics and not the whole unit/characteristics.
Methodology: DMAIC/DFSS structured problem solving roadmap and tools.
Philosophy: Reduce variation in your business and take customer-focused, data driven decisions.
Six Sigma is a methodology that provides businesses with the tools to improve the capability of their business processes. This increase in performance and decrease in process variation leads to defect reduction and vast improvement in profits, employee morale and quality of product.
Six Sigma is a rigorous and a systematic methodology that utilizes information (management by facts) and statistical analysis to measure and improve a company's operational performance, practices and systems by identifying and preventing 'defects' in manufacturing and service-related processes in order to anticipate and exceed expectations of all stakeholders to accomplish effectiveness.
posted by P. Giri Babu @ 1:35 AM
![]()
![]()
January 30, 2005
Important Links on Quality
http://www.curiouscat.com/guides/deming.cfm
http://www.deming.org/
http://deming.eng.clemson.edu
http://www.quality.org/employment/qresumes.html
http://www.quality.org/employment/oresumes.html
http://d.webring.com/hub?ring=qual
http://www.quality.org/html/asqc-csd.html
www.iqd.com
http://www.iso.org/iso/en/ISOOnline.frontpage
www.isixsigma.com
www.asq.org
http://www.qualitydigest.com/currentmag/articles/05_article.shtml
http://www.qualitydigest.com/currentmag/articles/04_article.shtml
http://www.qualitydigest.com/currentmag/articles/02_article.shtml
http://www.qualitydigest.com/currentmag/departments/spc_guide.shtml
http://www.qualitydigest.com/currentmag/departments/first_word.shtml
http://www.qualitydigest.com/currentmag/index.shtml
VERY IMPORTANT:
http://www.statsoft.com/textbook/stathome.html
http://deming.eng.clemson.edu/pub/tutorials/qctools/ccmain1.htm
http://www.statsoft.com/textbook/glosfra.html
STATISTICAL ADVISOR:
http://www.statsoft.com/textbook/stathome.html
posted by P. Giri Babu @ 2:43 PM
0 comments
![]()
![]()
The Deming System of Profound Knowledge
The following is an excerpt from Chapter 4 of The New Economics, second edition by W. Edwards Deming:
The prevailing style of management must undergo transformation. A system can not understand itself. The transformation requires a view from outside. The aim of this chapter is to provide an outside view-a lens-that I call a system of profound knowledge. It provides a map of theory by which to understand the organizations that we work in.
The first step is transformation of the individual. This transformation is discontinuous. It comes from understanding of the system of profound knowledge. The individual, transformed, will perceive new meaning to his life, to events, to numbers, to interactions between people.
Once the individual understands the system of profound knowledge, he will apply its principles in every kind of relationship with other people. He will have a basis for judgment of his own decisions and for transformation of the organizations that he belongs to. The individual, once transformed, will:
Set an example
Be a good listener, but will not compromise
Continually teach other people
Help people to pull away from their current practice and beliefs and move into the new philosophy without a feeling of guilt about the past
The layout of profound knowledge appears here in four parts, all related to each other:
Appreciation for a system
Knowledge about variation
Theory of knowledge
Psychology
One need not be eminent in any part nor in all four parts in order to understand it and to apply it. The 14 points for management (Out of the Crisis, Ch. 2) in industry, education, and government follow naturally as application of this outside knowledge, for transformation from the present style of Western management to one of optimization.
The various segments of the system of profound knowledge proposed here can not be separated. They interact with each other. Thus, knowledge of psychology is incomplete without knowledge of variation.
A manager of people needs to understand that all people are different. This is not ranking people. He needs to understand that the performance of anyone is governed largely by the system that he works in, the responsibility of management. A psychologist that possesses even a crude understanding of variation as will be learned in the experiment with the Red Beads (Ch. 7) could no longer participate in refinement of a plan for ranking people.
Further illustrations of entwinement of psychology and use of the theory of variation (statistical theory) are boundless. For example, the number of defective items that an inspector finds depends on the size of the work load presented to him (documented by Harold F. Dodge in the Bell Telephone Laboratories around 1926). An inspector, careful not to penalize anybody unjustly, may pass an item that is just outside the borderline (Out of the Crisis, p. 266). The inspector in the illustration on page 265 of the same book, to save the jobs of 300 people, held the proportion of defective items below 10 per cent. She was in fear for their jobs.
A teacher, not wishing to penalize anyone unjustly, will pass a pupil that is barely below the requirement for a passing grade.
Fear invites wrong figures. Bearers of bad news fare badly. To keep his job, anyone may present to his boss only good news.
A committee appointed by the President of a company will report what the President wishes to hear. Would they dare report otherwise?
An individual may inadvertently seek to cast a halo about himself. He may report to an interviewer in a study of readership that he reads the New York Times, when actually this morning he bought and read a tabloid.
Statistical calculations and predictions based on warped figures may lead to confusion, frustration, and wrong decisions.
posted by P. Giri Babu @ 2:42 PM
0 comments
![]()
![]()
Business Processes
A Business Process is best defined as any function within an organization that enables the organization to successfully deliver its products and services. A simple analogy would be to look at an organization as a wheel and the individual Business Processes are the spokes to the wheel.
Having just one or two spokes loose, can make a wheel out-of-balance. The longer a wheel runs out of balance the more damaging the effect to the organization. When the wheel on a cart becomes so unstable that its primary function fails, you would simply replace the wheel. Obviously, an organization cannot simply replace itself... but your Customer can and will replace the wheel (you the Supplier) if you fail to perform to the Customers' needs and expectations.
Obviously this is a very simplistic and extreme analogy about the operation of an organization. But, when you step back and look at the products and services you purchase yourself, it actually becomes a little more understandable. You wouldn't maintain a business relationship with a supplier if the suppliers' own internal Business Processes prevented the supplier from performing its best. You would probably go to another supplier.
Organizational structure throughout the many diverse industries vary, but for the most part, all organizations perform similar Business Processes. Whether you are from a large or small corporation, government agency, or a non-profit association, to a large extent, you share common Business Processes with other industries. The Business Process of Human Resources for one industry can be very similar to another. In fact, the Human Resource Business Processes may even be a Critical Success Factor for another industry such as an Employee Temp Service. So being able to Benchmark with that other industry is going to help you bring your own Human Resources Business Process to even higher standards than your own industry standard. Net effect, after implementing change from your Benchmarking exercise, you hopefully become the new Industry Leader for that particular Business Process.
So where does The Benchmarking Exchange come into play? The following list of Business Processes are just some of the many Business Processes covered on TBE. TBE members help each other by exchanging information in the form of surveys, completed benchmarking studies, question sets, list of Best-In-Class companies, and many other types of information as well as communicate with one another on the disciplines of benchmarking and process improvement.
ACTIVITY BASED COSTING
ACCOUNTING
ACQUISITIONS
ASSEMBLY
ASSET MANAGEMENT
BALANCED SCORECARD
BENCHMARKING
BILLING BUDGET
CALIBRATION
CALL CENTERS
CHARITY
COMPLAINT HANDLING
CONFIGURATION MANAGEMENT
CONTRACTING
COST CONTROLS
COST MEASURING
CREATIVITY
CREDIT MANAGEMENT
CUSTOMER - REQUIREMENTS
CUSTOMER - SATISFACTION
CUSTOMER - SERVICE
CUSTOMER - TRAINING
DEBT COLLECTION
DELIVERY
DIRECT MAIL
DISASTER RECOVERY
DISTRIBUTION
DOCUMENT CONTROL
DONATING
EMERGENCY PREPARATION
EMPLOYEE - ATTENDANCE EMPLOYEE - BENEFITS
EMPLOYEE - COMMUNICATION
EMPLOYEE - COMPENSATION
EMPLOYEE - DEVELOPMENT
EMPLOYEE - EVALUATION
EMPLOYEE - INCENTIVE PROGRAMS
EMPLOYEE - RECOGNITION
EMPLOYEE - RECRUITING
EMPLOYEE - RETENTION / TURNOVER
EMPLOYEE - SATISFACTION
EMPLOYEE - SUGGESTIONS
EMPLOYEE - TRAINING
ENGINEERING
ENVIRONMENT
EXTERNAL COMMUNICATIONS
FACILITY MANAGEMENT
FAILURE ANALYSIS
FAILURE MEASURING
FAILURE MONITORING
FINANCE
FLEET MANAGEMENT
FRANCHISING
FREIGHT
HEALTH & SAFETY
HELP DESKS
HUMAN RESOURCES
INFORMATION MANAGEMENT
INFORMATION SYSTEMS & TECHNOLOGY
INNOVATION
INSPECTION
INTERNAL COMMUNICATIONS INTERNSHIP
INVENTORY MANAGEMENT
ISO
KNOWLEDGE MANAGEMENT
LEADERSHIP
LOGISTICS
LOSS MANAGEMENT
SECURITY MANAGEMENT
MAINTENANCE
MANAGEMENT
MANUFACTURING
MARKETING
MATERIAL MANAGEMENT
MENTORING
MERGERS
OPERATIONS
ORDER FULFILLMENT
ORDER PROCESSING
OUTSOURCING
PAYROLL
PERFORMANCE IMPROVEMENT
PERFORMANCE MEASUREMENT
PLANNING
POLICY
PROCESS IMPROVEMENT
PROCESS MANAGEMENT
PROCUREMENT
PRODUCT DELIVERY
PRODUCT DESIGN
PRODUCT DEVELOPMENT
PRODUCT MANAGEMENT PROJECT MANAGEMENT
PUBLIC RELATIONS
PURCHASING
QUALITY
QUALITY ASSURANCE
QUALITY IMPROVEMENT
RECORDS MANAGEMENT
RECYCLING
REENGINEERING
REFURBISHING
REGULATIONS
REPAIR
RELIABILITY
RESEARCH & DEVELOPMENT
RESTORATION
RISK MANAGEMENT
SALES
SECURITY
SELF DIRECTED TEAMS
SERVICE
SERVICE DELIVERY
STEWARDSHIP
STAFFING
STRATEGIC PLANNING
SUPPLIER MANAGEMENT
TELECOMMUTING
TESTING
VENDOR RELATIONS
VOLUNTEERING
WAREHOUSING
WARRANTY
WASTE MANAGEMENT
WORKFORCE DIVERSITY
posted by P. Giri Babu @ 2:27 PM
0 comments
![]()
![]()
Benchmarking
What is Benchmarking?
"Benchmarking is a tool to help you improve your business processes. Any business process can be benchmarked."
"Benchmarking is the process of identifying, understanding, and adapting outstanding practices from organizations anywhere in the world to help your organization improve its performance."
"Benchmarking is a highly respected practice in the business world. It is an activity that looks outward to find best practice and high performance and then measures actual business operations against those goals."
One of the biggest mistakes people make when beginning their benchmarking endeavor is that they only look to benchmark someone within their own industry. Although this doesn't hurt, you probably already know enough about your industry to know what works and what doesn't. Worse yet, some people think they must benchmark their competitor. What if the competition is worse than your company? Seems like a pretty big waste of time end energy. Instead how about benchmarking a company that is well known for being a good model. Sometimes referred to as Best Practices, Exemplary Practices, Business Excellence.
By Benchmarking you will find out;
Who performs the business process very well and has process practices that are adaptable to your own organization
Who is the most compatible for you to benchmark with
If you need to conduct a comprehensive benchmark study or if you can obtain 80-90% of what you need from just using the telephone, email, or an electronic survey to communicate your needs with other members on The Benchmarking Exchange
Most business processes are common throughout industry. For example; NASA has the same fundamental Human Resources requirements for hiring and developing employees as does American Express. British Telecom has the same Customer Satisfaction Survey process as Brooklyn Union Gas. These processes, albeit from different industries, are all common and can be benchmarked very effectively. It's called "getting out of the box".
Benchmarking -
Past, Present and Future
Top-10 Benchmarked Business Processes
The following chart shows the most actively benchmarked business processes members of The Benchmarking Exchange (TBE) are engaged in. The data is collected from thousands of TBE members and ranked by the most benchmarked process for the most recent twelve months. The purpose of this ranking is to show what business processes are being focused on the most and to provide a bit of insight as to what to expect in the near future. The top-10 Business Processes shown are among hundreds of business processes and sub-processes tracked in TBE's Posting Board(sm) database. This report is real-time so you know exactly what's being benchmarked NOW!
Members may click on any Business Process in the chart below to display a summary of postings then drill down to view details of each posting. If you are interested in learning more about the project or study contained in the posting simply contact the member who appears in the posting for more information. This is an excellent way to learn improvement ideas without having to start a study of your own. If a posting is already in the database then chances are the Member has information they can share with you. Use the information from others so you don't have to re-invent the wheel.
Business Process Ranking
INFORMATION SYSTEMS TECHNOLOGY 1
EMPLOYEE BENEFITS COMPENSATION INCENTIVE PROGRAMS 2
CUSTOMER SERVICE SATISFACTION 3
EMPLOYEE DEVELOPMENT TRAINING 4
HUMAN RESOURCES 5
MARKETING 6
PERFORMANCE MEASUREMENT IMPROVEMENT 7
SIX SIGMA 8
CALL CENTERS HELP DESKS 9
DELIVERY DISTRIBUTION FREIGHT LOGISTICS 10
TOP-10 Benchmarking Organizations
The following is a ranking of organizations that are heavily engaged in benchmarking. These member organizations have implemented internal benchmarking methodologies and practices to support their entire organizations' efforts to improve their products and services for both internal and external Customers.
These organizations are excellent role models for you to learn how to deploy benchmarking throughout your workgroup, department, division or entire organization. They are leaders! To contact someone from one of these organizations visit the Member Directory. (Note: the ability to access this service is available to Members only).
Organization Ranking
Bank of America 1
Xerox 2
TRW 3
U.S. Department of Veterans Affairs 4
U.S. Army 5
Saudi Aramco 6
NASA 7
CSC 8
DynMcDermott 9
Social Security Administration 10
posted by P. Giri Babu @ 2:22 PM
0 comments
![]()
![]()
Hoshin Kanri
It is the annual planning process and deployment also known as Hoshin Planning or “Policy Deployment”.
What does Hoshin mean ?
* There are two Chinese characters: ‘Ho’ meaning method or form and ‘Shin’ meaning shiny needle or compass.
* Hoshin means ‘way of setting direction’.
* Kanri means ‘control or management’.
* It was first used in 1965 by Komatsu.
* Instead of Hoshin some companies use the term ‘policy deployment’.
Nichijo Kanri
* Nichijo means ‘Daily’. Hence ‘Nichijo Kanri’ means ‘Daily Management’.
* It is the complement to Hoshin Kanri, covering all the other things.
* It is usually covered by Business Fundamentals and Implementation Plans.
posted by P. Giri Babu @ 1:05 PM
0 comments
![]()
![]()
What is Six Sigma
The goal of Six Sigma is to increase profits by eliminating variability, defects and waste that undermine customer loyalty.
Six Sigma can be understood/perceived at three levels:
Metric: 3.4 Defects Per Million Opportunities. DPMO allows you to take complexity of product/process into account. Rule of thumb is to consider at least three opportunities for a physical part/component - one for form, one for fit and one for function, in absence of better considerations. Also you want to be Six Sigma in the Critical to Quality characteristics and not the whole unit/characteristics.
Methodology: DMAIC/DFSS structured problem solving roadmap and tools.
Philosophy: Reduce variation in your business and take customer-focused, data driven decisions.
Six Sigma is a methodology that provides businesses with the tools to improve the capability of their business processes. This increase in performance and decrease in process variation leads to defect reduction and vast improvement in profits, employee morale and quality of product.
Here's an article with more detail on defining Six Sigma: What is Six Sigma?
-------
Six Sigma is a rigorous and a systematic methodology that utilizes information (management by facts) and statistical analysis to measure and improve a company's operational performance, practices and systems by identifying and preventing 'defects' in manufacturing and service-related processes in order to anticipate and exceed expectations of all stakeholders to accomplish effectiveness
SummaryBusiness fundamentally exists to make money, either for shareholders or owners. Lean Six Sigma is a combination of methodologies to provide your organisation with greater speed, less variation and more bottom line impact than any other methodology.Central to Lean Six Sigma is the fastest rate of improvement in customer satisfaction, cost,quality, speed and invested capital.The fusion of lean and six sigma is necessary because:
Lean cannot bring a process under statistical control
Six-Sigma alone cannot dramatically improve process speed or reduce invested capital.
Variation is the enemy of all business; lean six-sigma removes more variation than any other process.
Ten Steps to Lean Six SigmaPlease note the Lean Six Sigma does not lend itself well to a ten steps programme, as it is in every way an ongoing process, which is continuously undertaken. The following tensteps should therefore be thought more of an implementation summary.
You will initially require consultants to help you on this path, but they should easily pay for themselves over the long run. You can (should) however expect significant returns within the first year of application. Hence the first step is to go and get help.
Big Hairy Audacious Goals need to be set by the MD or CEO Management engagement into Lean Six Sigma occurs and is seen to occur in a big way. These goals are broadcast to the company during a ‘transformation event’, which is quite an accurate description.
Selection of the Practitioners. Selection of the black belt team is an art form in itself and wants to be done carefully. The best people should be selected and represent the future business leaders of the company.
Training, training, training. The master black belt is ultimately responsible for the training of the black and green belts. Quite a lot of training is necessary and you should be prepared for this. At first you should hang onto your consultants for this purpose.
Kickoff – Company wide Vision. Its time to bring those audacious goals into action and make sure that everyone understands them and that you and the company are totallycommitted to lean six-sigma.
Project Selection and Implementation. First off, the “value streams” that show the most promise for growth are identified, which is quickly followed by projects that will most likely yield the greatest benefits in those value streams.
Monitoring Teams Performance. Since the Lean Six sigma is a financial improvement strategy, which talks the language of the senior management, it is easy for them to monitor and ensure that the teams are producing the necessary improvements. Simple software tools can be used to roll up all those lovely cost savings.
Improving Team Performance. Reviewing the structure of your teams and in particular the ability of your black belts to perform as team leaders is fundamental to success, team realignment and training in soft people skills is always required.
Making it Stick. Ensuring that the improvements initially gained continue to roll in, can be difficult for many firms. Making sure your initial enthusiasm doesn’t wane is key to continued success.
Rolling out into the Supply Chain. After successful projects have delivered real benefits to the company, you will start to notice that more and more problems are surfacing due to external variations. Projects involving the supply chain will be morefrequently suggested, remember here that it is supply chains that compete not companies.
Duration of Lean Six SigmaLean Six Sigma is a permanent way of doing business and is utilised as the primary methodology for business improvement through cost reduction, process speed and variation removal. This will also be the primary conduit along the career path for future managers of the business. Make no mistake Lean Six Sigma needs to be a primary focus of the MD or CEO.
So why use this rather than TQM, Lean or Six Sigma on their own or Hassle-Free Quality for example.
Lets take each of these in turn.Total Quality Management (TQM) received a bit of a bum rap primarily because quality improvements were made regardless of the impact on the bottom line of the company.No improvements projects are undertaken under Lean Six Sigma without the numbers showing that definite improvements will be made to the bottom line. In fact the mainpractitioners of Lean Six Sigma, the black belts, will be given target cost savings to meet every year. The MD or CEO will monitor the savings being made on the improvement projects to ensure that the program is improving the bottom line.Lean manufacturing cannot bring a process under statistical control, it can and does improve the quality of products but only in a limited fashion, the Six Sigma toolkit is powerful indeed in comparison.Six Sigma on the other hand can’t really affect the time traps and process speed that Lean manufacturing does and in addition you’ll find that if you do Lean you’ll probably end up re-inventing Six Sigma and vice versa.Crosby’s Hassle Free Quality makes the statement that quality is free and with many people, including ourselves, is a contentious statement. This really is for the MD or CEO todecide, however it can be easy, like TQM, for “quality improvements” and “pet projects” to be undertaken regardless. Although such improvements may actually reduce the hassle they may actually cost money, it can be very difficult to ascertain if ‘free’ is resultant.Lean Six Sigma selects the right projects to get the best results that directly affect the bottom line. Hassle-Free will result as improvements are made, they have however beenmade in the certainty that the value of the company has increased.Costs of Lean Six SigmaThe entire company is transformed by the implementation of Lean Six Sigma, worse still, the best people switch within their business units from their existing posts to Lean Six Sigma practitioners, with NO replacements.A fundamental point of Lean Six-Sigma is the focus on financial results, and although a lot of time and money is invested up front in training and consultation, a good program will probably start to pay for itself within the first year.Full commitment to Lean Six Sigma typically requires at least 1% of the company’s staff to be turned over full time to Lean Six sigma operations. Quality of the commitment from theentire management team is paramount, it should also be apparent that the career path of future leaders of the business lies within the Lean Six Sigma operations.Lean speedSlow processes are wasteful processes and the majority of products within any factory spend the majority of their time waiting (~95%), waiting for processing or waiting to be sold. Lean aims to eliminate this waiting and the company only produces exactly what the customer wants. This is termed “pulling to customer order” and also requires that small batch sizes, or one piece flow be implemented along with a highly efficient maintenance program. Please see the ten-stepsdocuments on Pull, SMED, and TPM respectively.The immediate benefits of Lean are that cash becomes readily available, generally from stock having to be used up and from Work In Progress (WIP) being dramatically reduced.It is at this point you may want to determine
What cash can be recovered by a reduction in WIP by 50%-80%?
What competitive advantage can be levered from a similar 50%-80% reduction in lead-time.
Reductions in Costs from applying LeanReductions in costs do not occur simply from reduced scrap and rework from less WIP or just from less stock and WIP.Shorter lead times and smaller batch sizes and stock levels have wide ranging benefits
Shorter lead-time – which can increase revenue growth
Less handling
Less storage, stock control and planning
Fewer customer service activities With less WIP you also avoid
Shipping defects to customer
Shipping large quantities of products in one go, whilst paying for the equipment all the time.
Expeditors, overtime and supervisors
Creating defects by having parts lying around
A cluttered shop floor full of WIP.
Making to forecast or making too much to attain an economic batch size and then having to store the rest.
Cycle EfficiencyThe measure of Lean, is process cycle efficiency and determines how fast or slow a process is by comparing the value added time to the total lead-time.
According to M. George [1] a process can be considered Lean if the process cycle efficiency is greater than 25%.Time Delays80% of the delays in the total lead-time are caused by 20% of the workstations, finding the causes of the delays are done by hard work not guesswork.
The cause of any delay in a process is a time trap. Assuming time traps are where materials pile up is generally wrong and each workstation should have its delay injection calculated. As a corollary batch sizes must be calculated from the process values and the total parts produced. Economic Order Quantities that can be used to determine batch sizes do not consider the variation or flow to customer demand, this prevents any improvements in the lead time. Hence you should take from this that process flow, batch size and turnover times are all interconnected.Process VelocityThe number of workstations a product moves through per hour determines the product velocity through the process.
The term “things” can be used since it doesn’t matter what is happening in the process, be it widgets or forms. The velocity is inversely proportional to the number of things in process. Note however that it is an average and can’t be used for determining the time delays.Value Stream MappingHere all the steps that go into creating a product or process, including rework and decision steps are mapped out. Value is assigned to each step and is termed value-added if you do something the customer wants and non-value added otherwise. Non-value added activities can be split into necessary steps required to enable value adding activities and unnecessary steps.To aid in classifying value adding from non-value adding you can ask the following questions about each identifiable step and decision.Value Adding
Does the step add form, function or feature to the product/service?
Does the task lever competitive advantage?
Is the customer willing to pay extra for this step, if they knew about it?
Non-Value Adding (but necessary)
Is this step required by regulation/law?
Does the task support company measurement or reporting requirements?
Does the task reduce risk, defect, financial etc?
Is the task necessary for a value adding step?
Non-Value Adding (not necessary)
Can the task be classified as either: counting, handling, inspection, transportation, storage, rework, expediting, sign off?
Six SigmaSix-Sigma is ultimately a cultural change and not just a set of quality improvement tools. The cultural change is to permanently commit at least 1% of the company’s best staff to the effort backed by full executive engagement.A typical infrastructure encompasses the following members who with care are selected and integrated into powerful teams.Corporate Champions – Such members have direct and unfettered access to the MD and are charged with implementing the strategic goals of the MD such that they maximise shareholder value. Consultants will initially play a large role here.Deployment Champions – These members translate the strategic goals into operational plans and identify which projects best meet these operational plans.Master Black Belt – The master black belt may lead the most complicated projects but definitely acts as mentor to the other black belts and organises the training of black thegreen belts. They may also act as Deployment Champions and will likely have the ear of the MD. Training will initially be performed largely by consultants.Black Belts – Such members identify projects for selection by the business unit champions, once selected they directly implement the lean six-sigma tool set to deliver the identifiedbenefits. Black belts form the core of a six-sigma implementationGreen Belts – Can be thought of as part time black belts who work part time to deliver on specific projects, they receive less training than black beltsSix Sigma – Problem SolvingDefine: Teams and champions identify the value streams that will yield the maximum benefits from improvement actions. The projects and the resources necessary to implement them are identified.Measure: With approved projects the team measures the relevant data on the project, service type processes benefit greatly from this since they generally have never been mapped or measured before.Analyse: The extent of the problems are characterised and understood by analysing the data gathered during measurement and is fundamental toImprove: The most appropriate tools are then employed by the team to quickly eliminate variation, defects and improve lead-time.Control: The team implements the improvement activities such that they stick and become normal operating procedure.But there is another wayDefine the project goals and customer (internal and external) deliverablesMeasure and determine customer needs and specificationsAnalyze the process options to meet the customer needsDesign (detailed) the process to meet the customer needsVerify the design performance and ability to meet customer needs.So what’s the difference?The DMAIC methodology, instead of the DMADV methodology, should be used when a product or process is in existence at your company but is not meeting customerspecification or is not performing adequately The DMADV methodology, instead of the DMAIC methodology, should be used when:
A product or process is not in existence at your company and one needs to be developed
The existing product or process exists and has been optimised (using either DMAIC or not) and still doesn't meet the level of customer specification or six sigma level
Six Sigma – Tool SetThe six-sigma tool set is vast and it’s important not to become bogged down in the semantics of the tools themselves, both George [1] and Bichenko [2] provide excellent information on the various tools. Of import however is that some standard procedure is adhered too.Lean Six Sigma – Selecting People & ProjectsThe selection of the best people in the company for the team roles sends a message to everyone on how committed management is to lean six-sigma. Communication and teamleadership skills are as important in this selection as the ability to master the technical tools and understand new concepts and ideas. George [1] recommends the followingcriteria and reminds us that such people are the future business leaders and their selection should not be rushed.
Team leadership skills
Project management experience
Problem solving abilities
Communication skills
Interest in a process view beyond their unit
Ability to learn financial analysis
Computer and technical skills
Accurate project identification & selection is at the heart of lean six-sigma success. The trade off between delivered value and effort expanded is detailed in the project selectionprocess.The selection process itself is an evolutionary one that goes from the “obvious” projects at the start to those determined via the value stream map once things are up and running.Whilst project selection is the responsibility of the champions, consultants will initially provide a lot of input here.Projects are identified from all areas of the company, from the MD to those on the shop floor but all must pass through various stages of analyses to ensure that the value streams with the largest scope for impact are chosen such that the projects with the biggest hits get worked on. You must insure however that all areas of the company are looked at and that all contribute to the “improvements box”. Concentrating on the manufacturing (back office) without also considering the services (front office), will cripple the improvements process greatly.Everyone will be watching at the start to determine if this is just another management project, i.e. have the best people been chosen and if the MDs or others “pet projects” have been chosen.Making it StickChanging a company is never an easy process, please see the Ten-Steps guide to change, however making it stick is fundamental to getting those drastic improvements you require. Six-Sigma and the belts go a long way to making sure this happens, however making it stick starts and ends with the MD and his/her management team.If the key people drift away from Lean Six Sigma, then the company will (rightly) follow, lean six sigma will no longer be seen as the path to success, either for the company orindividuals. Those leaders must consistently & clearly communicate the concepts and ideas of Lean Six-Sigma.If the company has a standard method of in house communications then Lean Six Sigma, the projects and those who achieve great improvements should be lauded within it, it is best not to make a separate communications. Then improvements can be shared across the business.Training in combination with Visual Management can also make an impact here. By posting the companies health and showing how profits, productivity and lead times are changing as well as providing all your staff with the knowledge to understand such information, makes the language part of the culture of the company. This can also make it easy for lean six-sigma to be extended out from a traditional manufacturing environment into service areas of the business.The Supply Chain needs to come tooAs improvements to your company get made, and variation, lead times and stock levels are reduced, you should notice that many of the problems that dominate stem from outsideyour company via the supply chain.As with the 80/20 rule for workstations, it should come as no surprise that enormous cost savings could be achieved from using these methods.
Key in achieving this, are two methods amongst a variety of others
A reduction in the supplier base to manageable level, where face to face can occur on a very regular time interval.
Kanban (which is only Japanese for card) is used to pull products from downstream as and when they are required by customer order.
The point of this is to effectively control & reduce WIP. Without achieving this control & reduction little or no improvement in delivery time can be achieved. If your products are however particularly complex, then kanban cards can easily become impractical, fortunately an ERP system can be utilised easily to fill the kanbans role.SummaryFor further information on this, or any of our other “Ten Steps” guides, please visit the Agility Group’s web site at http://www.dur.ac.uk/agility/, or call 0191 374 2588
posted by P. Giri Babu @ 12:56 PM
0 comments
![]()
![]()